

Produktbeskrivning
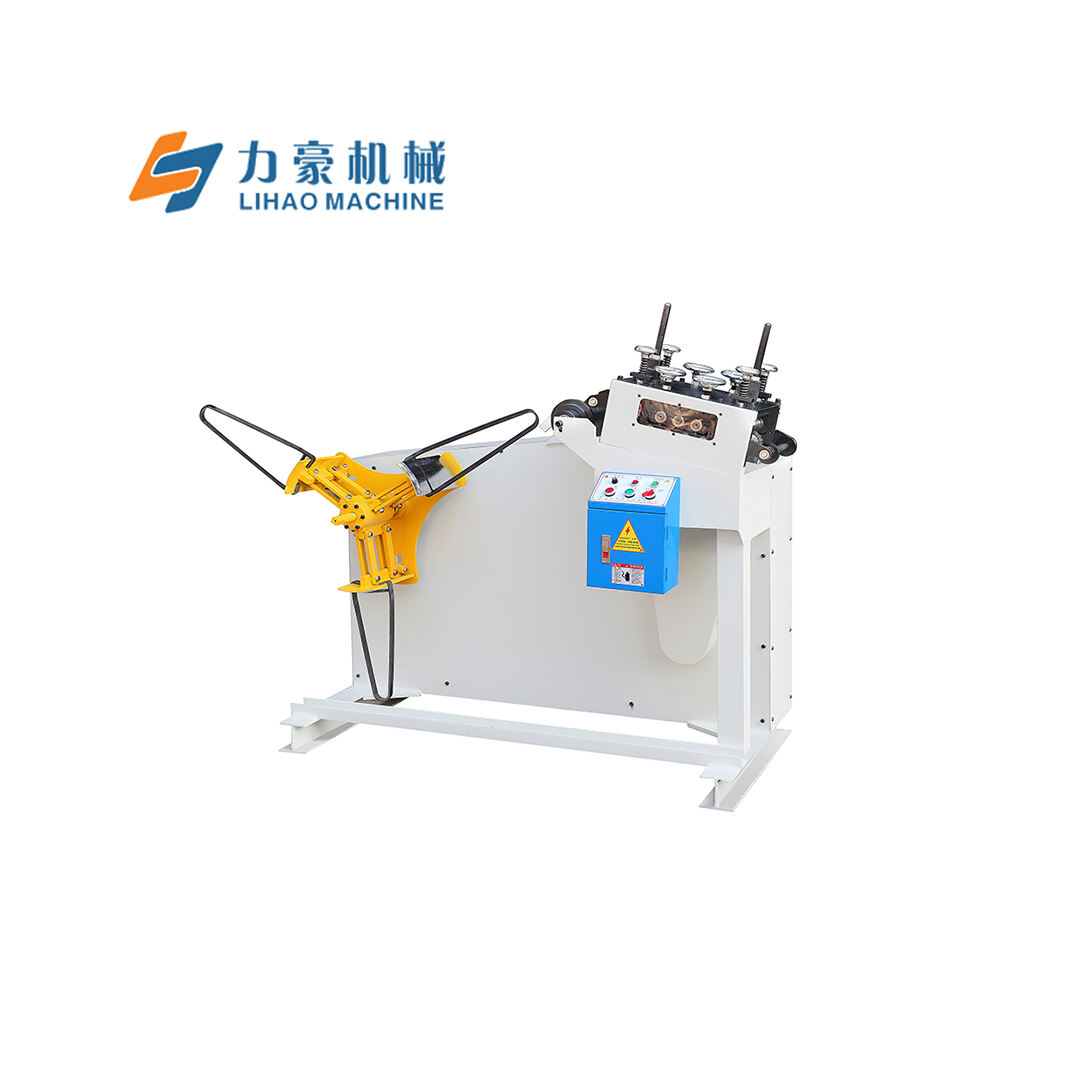
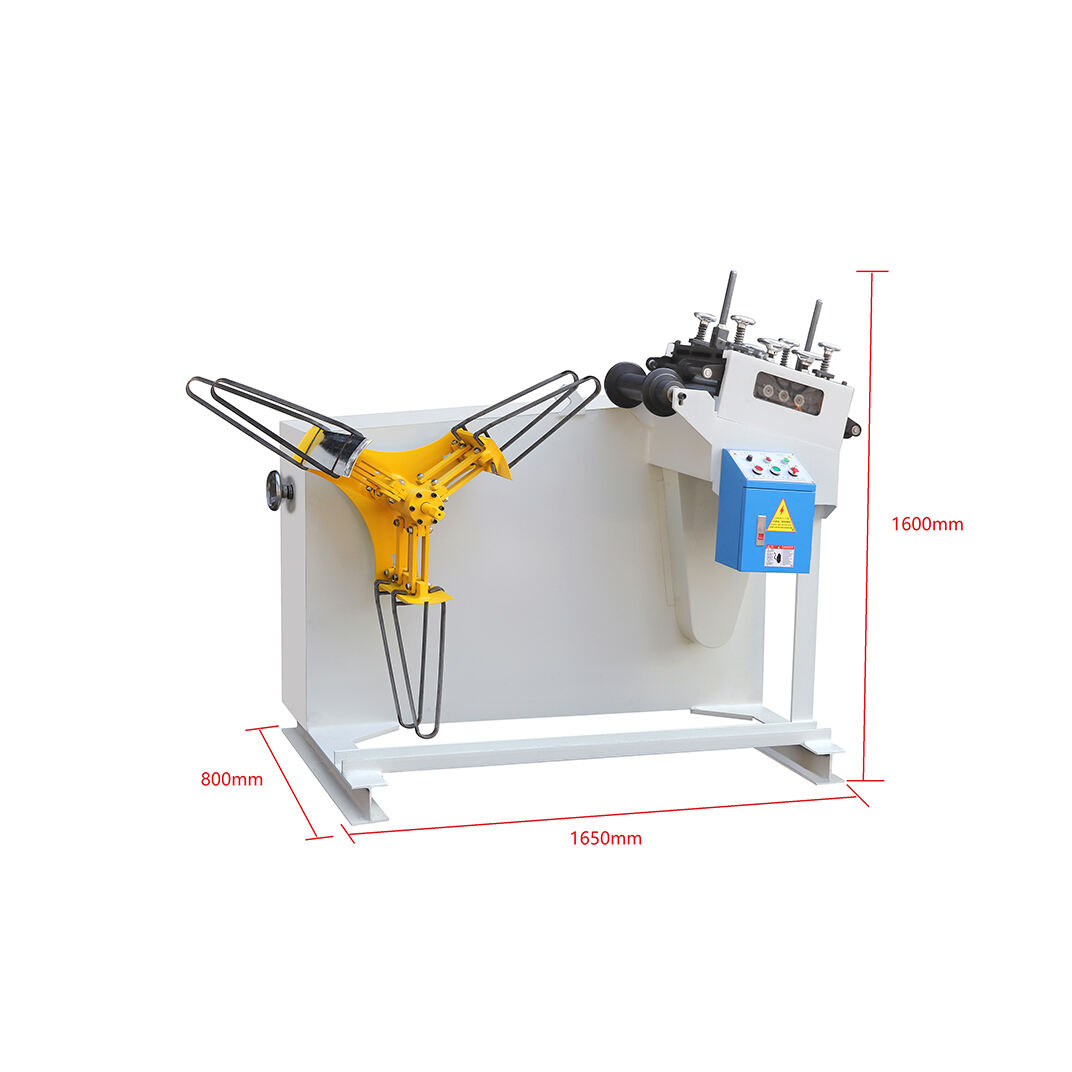
Avrullningsmaskin med Rättningsfunktion
Funktioner:
1. Att kombinera avrullningsenheten och rakaren i en enhet maximerar utnyttjandet av fabriksutrymme.
2. Avrullningsenheten har en utskjuten bjälkedesign, med ramkomponenter som är skurna med laserplasma för hög precision och utmärkt utrustningsbytbarhet.
3. Rakaren använder en parallellrullardesign med fyra punkter finjustering för precisionsnivellering, idealisk för bearbetning av högprecisionsprodukter. Fyra oberoende tryckjusteringar på förflytningsrullarna förhindrar materialavvikelse.
4. Raktagningsrullarna tillverkas av fast lagerstål och elektroplateras för ökad hållfasthet med en ythårdhet som överstiger HRC58.
5. Alla delar tillverkas med hjälp av NC och CNC-mbearbetning, vilket säkerställer hög utbytbarhet.
6. Utrustningen sammansätts med modulära strukturer, vilket underlättar sammansättning och delarsbyte av allmänna tekniska arbetare, vilket i sin tur betydligt minskar underhållskostnaderna.


·Rättningshuvud
1. Maskinhuvudet använder en parallellrullardesign med totalt 7 rakningsrullar (3 ovanpå och 4 nere).
2. Fjärdepunktsmicrojustering används, vilket gör det mer lämpligt för bearbetning av högprecisionsprodukter. Fjärdepunktsindependant tryckjustering används vid in- och utladdning, vilket effektivt förhindrar materialavvikelse och deformation.
3. Materialstödrullarna använder passiva galvaniserade rullar, helt formade för hållbarhet. Ytan är motståndskraftig mot skador och smår och de har mekaniska axlar för flexibelt och långvarigt rotation.
4. Järnhandskruvor används, med ytelektrolytisk behandling, vilket representerar den mest traditionella typen av handskruv.
5. Skyddslock installeras på båda sidorna av drivdelen för skydd, utrustade med observationsfönster för enkel observation.
·Rakningsrulle
1. Raktillningsrullarna är gjorda av massiv lagrad stål, undergoes tjocklekselektrolytisk behandling efter mellanfrekvensuppvärmning, med en ythårdhet som inte är lägre än HRC58, vilket säkerställer materialets hållbarhet.
2. GCr15 rundstål formades, utsattes för förhandsbehandling (klotformig annealing), följt av skärning, fräsning, mellanfrekvensbehandling, grovt slås för kallstabilisering, noggrann slås och till slut elektrolytiskt behandlas. Detta maximiserar precision, koncentrisitet, ytsläthet och hårdhet, vilket förlänger raktillningsrullarnas livslängd.
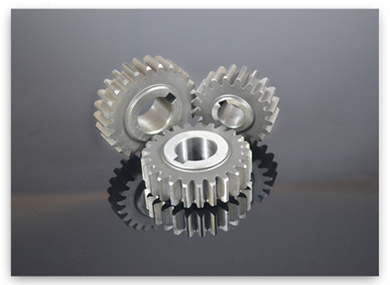

·Drivgärde
Tillverkningsprocessen för hjul inkluderar följande steg: grovt skärande av hjul, bearbetning av hjuls yta, vedermätning och slutlig slutförande av hjuls yta. Grovt skärande av hjul använder främst smedning och inkluderar normaliseringsbehandling för att förbättra dess bearbetbarhet för skärningsändamål. Enligt hjuldesignritningarna genomgår hjulet grovbearbetning följt av halvslutförande processer som turning, rullning och tandinfogning för att uppnå grundläggande hjulformering. Därefter tillämpas vedermätning för att förbättra mekaniska egenskaper. Enligt designspecifikationerna innebär det sista steget noggrann bearbetning och förfining av hjulstandarder och tandprofiler. Genom dessa processer når våra hjul en kvalitetsnivå 6, vilket visar hög motståndskraft mot utslitage, hög styrka och förlängd livslängd.
·Ramdel
1. Denna utrustning använder en kombinerad helhetlig design av materialställningen och rakare, vilket förbättrar platsutnyttjandet.
2. Materialställret är utformat med en uddstålstång, och alla ramplattor skärs med laserplasmaskärning, vilket säkerställer hög precision och utmärkt utrustningsbytbarhet.
3. Alla komponenter bearbetas med numerisk styrning (NC) och datorstyrd numerisk styrning (CNC), vilket säkerställer god bytbarhet.
4. Den totala designen använder en monteringsstruktur, vilket gör att allmänna tekniska arbetare kan montera och byta ut utrustningsdelar, vilket underlättar snabb och bekväm underhåll, därmed betydligt minska underhållskostnaderna.


·Elektrisk styrenhet
1. Använder silverlegerade reléer, kopparspolar, eldsäkra säkerhetsbaser, vilket säkerställer långvarig hållbarhet.
2. Använder säkerhetsbeskyddade justerbara cirkeldelaysreléer med silverlegerade kontakter, flera gradskivor, uppfyller olika delayintervall.
3. Kontakter använder glidande kontakter med självrensningsfunktion, med separat isolerade strukturer för normalt öppna och normalt stängda kontakter, kapabla att arbeta med motsatta poler, utrustade med vridningsfria positionerings- och lossningsfria monteringsunderlag.
4. Använder självåterställande tryckknappar med lätt operation, moderat sträcka och modulär struktur av kontakt punkter som använder ketonbaserade kompositmaterial, visar stark elektrisk ledningseffekt, kapabla att bära stora strömmar, med en livslängd på upp till 1 miljon cykler.
·Drivdel
1. Använder en 80-typ av maskgearing reducerare, använder gearhjuls hastighetsomvandlaren för att minska motorens rotationshastighet till önskat nivå och få en större torkmekanism.
2. Använder en vertikal motor med låg vibration och buller, med en stavdel gjord av ren kopparvävlingar, med en livslängd tio gånger längre än vanliga vävlingar, utrustad med kugghjul på båda sidorna, vilket resulterar i låg friktion och temperatur.
|
Modell |
GO-200 |
GO-300 |
GO-400 |
|
Bredd |
200mm |
300mm |
400mm |
|
Tjocklek |
0,4~2,5mm |
||
|
Spoleinre diameter |
450~530mm |
||
|
Spoleytre diameter |
1200 mm |
||
|
Lastvikt |
500kg |
800 kg |
1000kg |
|
Rättningsrullor antal |
7st (3 upp / 4 ner) |
||
|
Utbyggnadstyp |
Manuell expansion |
||
|
Hastighet |
16m/min |
||
|
Justering av raka stavar |
Fyra flytande justeringspunkter |
||
|
Induktionsbaserad typ |
Tangenttyp |
||
|
Fästmekanism |
manuellt ”A”-format齿rack |
||
|
Motor |
1hp*4p |
2hp*4p |
2hp*4p |
Prestanda för rakning
|
Tjocklek / modell |
GO-200 |
GO-300 |
GO-400 |
|
0.4 |
200 |
300 |
400 |
|
1.5 |
200 |
200 |
200 |
|
2.0 |
150 |
150 |
150 |
|
2.5 |
100 |
100 |
100 |