



SSP Serie S Typ Precision Metall Raktandemaskin: Metallspola Jämning Lämplig För Materialtjocklek 0mm-1,6mm
Dela
För kontinuerlig prickning av material med olika tjocklekar
Arbetar tillsammans med avrullningsmaskin för automatisk produktion
Kan anpassas
Produktbeskrivning
Funktion:
1. S-typens höghastighetsmatnings- och raka maskin är en nödvändig enhet för att uppnå synkron matning med pressmaskinen. Den kontrollerar matningshastigheten via en frekvensomvandlare. Materialet går in i pressmaskinen genom en bufferringkanal. Matningsoperationen kontrolleras av fotoelektriska spärre för att stoppa, starta, accelerera eller decelerera, vilket säkerställer synkronisering med pressmaskinen.
2. Denna serie av rakningsmaskiner representerar en uppdaterad version av vår företags S-serie rakningsmaskiner, speciellt utformade för precist prickning av tunna plåtprodukter. Det är välkänt att utan nivellering och spänningsavlastning är det omöjligt att producera högkvalitativa produkter. Därför spelar prestationen hos rakningsmaskinen en avgörande roll i produktionen.
3. Nivellérnarna tillverkas med importerad SUJ2, värmebehandlad till HRC60, slipad efter hårddriftsbeläggning för att säkerställa likformiga hårddriftslager och formtoleranser för varje axel.
4. Nivelleringssjusteringen på denna maskin använder en flytande fyra-punkts balansfinjusteringsenhet, vilket möjliggör snabb identifiering av nivellerpunkterna.
5. Hela maskinen använder högprecisionslager för att förlänga dess livslängd.
6. På grund av variationer i material, bredd och tjocklek finns det ingen universell numerisk referens. Därför rekommenderas att först testa att rätta en liten sektion av materialet innan kontinuerlig produktion, när den önskade effekten har uppnåtts.
7. Transmissionsgearsgruppen på denna maskin placeras utanför maskinkroppen för en praktisk oljebearbetning, vilket säkerställer operatörens säkerhet och ger effektiv skydd.
Introduktion:
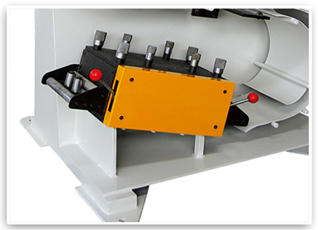

·Rättningshuvud
1. Maskinhuvudet är utformat med parallella rullor, med totalt 15 korrektionsrullor i hög precision, 7 ovanpå och 8 nere.
2. Genom att använda fyra punkter med finjustering blir det mer lämpligt för bearbetning av högprecisionsprodukter. Inmatningen och utmatningen använder fyra punkter med oberoende tryckjusterbar matningshjulstryck, vilket effektivt förhindrar materialavvikelse och deformation.
3. Materialstödsrullarna använder odrivna galvaniserade rullar, formade som en enhet, med en yta som är motståndskraftig mot skador och småraderingar. Mekaniska lager används för flexibelt och hållbart rotation.
4. Användning av järnhandhjul, behandlade med ytelektrolytiskt plåt, representerar den mest traditionella typen av handhjul.
5. Skyddslock installerades på båda sidor av传动avsnittet för skydd, utrustade med observationsfönster för enkelt synliggörande.
·Jämningshjul
1. Korrekturrullarna tillverkas av massiv lagerrullstål, utsatta för förtjockad elektrolytisk behandling efter midfrekvensbearbetning, vilket säkerställer en ythårdhet på minst HRC58 för att garantera materialets hållbarhet.
GCr15 forgat rundstål används, med förhandsbehandling (klotformig ångning) följt av skivning, fräsning, middelfrekvensbearbetning, grovslipning för kallstabilisering, nyslipning och slutligen elektrolycksplåtering. Denna process maximera noggrannheten, koncentrisiteten, slitheten och hårdheten, vilket sträcker på livslängden för justeringsrullarna.


·Drivgärde
Tillverkningsprocessen för hjul inkluderar flera steg: grovtbearbetning av hjulet, tandyta bearbetning, vedermätning och slutlig slutförande av tandytorna. Grovtbearbetningsprocessen använder främst smedjningar, vilka går igenom normalisering för att förbättra skärbarheten och underlätta skärningen. Enligt hjuldesignspecifikationerna utförs grovbearbetning, följt av halvslutförande, tarning, rullning och hjulformning för att uppnå den grundläggande hjulformen. Därefter tillämpas vedermätning för att förbättra mekaniska egenskaper. Enligt designkraven utförs slutlig slutförande, inklusive förfining av referenspunkter och tandprofiler. Genom dessa processer når våra hjul en kvalitetsnivå på 6, med hög motståndskraft mot utslitage, styrka och lång livslängd.
·Drivsektion
1. Användning av 80-typens skruvhjuls vertikala reducerare, som använder hjulsnabbhetskonvertering för att minska rotationshastigheten hos motorn (motor) till önskat nivå, därmed uppnås ökad vridmoment i mechanismen.
2. Använder en vertikal motor som är känd för sina minimala vibrationer och ljudnivåer. Den fasta rotoravsnittet har ren kopparspolar, vilket ger en livslängd tio gånger längre än vanliga spolar. Klotaxlar är monterade på båda sidorna för att minska friktionen och hålla låga temperaturer.

·Styrelsekraftskåp
1. Använder silverlegerade reläer med all-kopparspolar och brandretarderande säkerhetsbaser för långt varaktig hållbarhet.
2. Inför säkerhetsbeskyddade cirkuitsfördröjningsreläer med silverlegerade kontakter och flera gradsknappar för att anpassa sig till olika fördröjningsintervall.
3. Använder växlar med glidkontakter, vilka erbjuder en självrenande funktion. Både normalt öppna och normalt stängda kontakter har en separerad isoleringsstruktur, vilket möjliggör drift vid olika poler. Dessutom är de utrustade med motrotationssättare och motlossningsskruvar.
4. Integrerar självåterställande platta knappar med låg tryckkraft och moderat tangentströkning. Kontaktpunkterna använder ketonbaserat kompositmaterial, vilket ger stark ledningseffekt och kan hantera höga strömmar med en livslängd på upp till 1 miljon cykler.
Parameter:
| Modell | SSP-150 | SSP-200 | SSP-300 | SSP-400 |
| Max bredd (mm) | 150 | 200 | 300 | 400 |
| Tjocklek(mm) | 0-1.6 | 0-1.6 | 0-1.6 | 0-1.6 |
| Hastighet ((m/min) | 60 | 60 | 60 | 60 |
| Motorn ((HP) | 2HP | 3HP | 3HP | 5HP |
| Hastighetsjusteringsmetod | Φ24 | Φ24 | Φ24 | Φ24 |
| Mått (mm) | 1060*1070*1320 | 1060*1120*1320 | 1060*1370*1320 | 1060*1470*1320 |