

STS Serie Dubbel-Fas Tjock Platta Precision Raktandemaskin: Metallskena Jämning För Materialtjocklek Området 0,4mm - 2,2mm
Produktbeskrivning
Funktion:
1. Denna serie rättningsmaskiner är speciellt utformad för mediumtjocka materialprodukter som kräver högprecisionspressning. Som alla vet, är det omöjligt att producera bra produkter utan att nivellera spolen och eliminera spänningarna, så prestationen av rättningsmaskinen spelar en avgörande roll i produktionen.
2. På grund av materialiets varierande krökning vid olika punkter kan ingen enskild arrangering av raka rullar uppfylla de höga precisionsekvenserna för rakning. Lihao STS-serien har innovativt antagit konceptet med grov rakning med stora rullar och fin rakning med små rullar, med olika arrangeringar, där grov rakning används för att skapa en enda båge i spolen och sedan korrigera den med fin rakning för att uppfylla kundens pressningskrav.
3. De nivelleringsskivor och hjälpande rakningsrullarna på denna maskin är alla tillverkade av importerad SUJ2, värmebehandlad till HRC60°, slipad och sedan återslipad efter hårdkromering för att säkerställa en jämn hårdkromlag och formtolerans för varje axel.
4. Grovrakningen på denna maskin använder en värmarg och värmhjulsynkroniserad tryckmekanism, utrustad med en procentvisare, vilket gör det möjligt att snabbt hitta nivelléringspunkten.
5. Den fina rakningsnivåjusteringen av denna maskin använder en flytande fyra-punkts balansfinjusteringsenhet, utrustad med en procentmätare, vilken kan snabbt hitta nivåpunkten.
6. Denna maskin använder universellföreningsskedning, med fullständig gärdskedning, lämplig för produkter som kräver hög rakningsnoggrannhet.
7. Utöver rakningsrullarna så förbättrar tillägget av materialguddräkter noggrannheten genom att utöva tryck på materialet.
8. Varje rakningsrulle i S-seriens precisionsrakningsmaskin är utrustad med nivåerhållande hjälprullor för att säkerställa att det inte undergår böjdeformation under produktionsprocessen, därmed förbättrar produkternas plattanitet.
9. Både övre och undre hjälprullor är fästa för att förstärka styvheten hos övre och undre rullor och förhindra deformation under belastning.
10. På grund av skillnaderna i material, bandbredd och tjocklek finns det ingen enhetlig numerisk referens. Därför rekommenderas att prova en liten sektion av materialet för att rätta innan massproduktion, och fortsätta produktionen när önskad effekt har uppnåtts.
Introduktion:
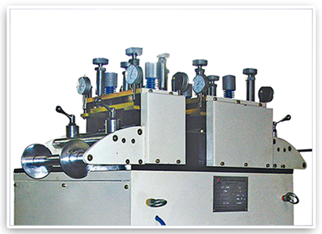

·Rättningshuvud
1. Maskinhuvudet använder en parallellrullardesign, med totalt 15 precisionsskräckningsrullar, 7 på toppen och 8 nere.
2. Genom att använda ett fyra-punkter-finjusteringsystem är det mer lämpligt för bearbetning av högprecisionsprodukter. Ingångs- och utgångsmaterial regleras av fyra punkter med oberoende tryckjusterbara födringsrullar, vilket effektivt förhindrar materialavvikelse och deformation.
3. Materialstödrullarna använder en icke-drivna galvaniserad trombodsgalge, med integrerad materialformning, som ger motstånd mot skrapningar och smuts. Utrustade med mekaniska lager ger de flexibel rotation och långvarig hållbarhet.
4. Med en järnhandhjul med ytelektrolytisk behandling representerar det den mest traditionella typen av handhjul.
5. Skyddslock är monterade på båda sidor av传动delen, utrustad med observationsfönster för bekväm observation.
·Nivelleringshjul
1. Rättningsrullarna tillverkas av massiv lagningsstål och får tjock elektrolytisk behandling efter mediumfrekvensbearbetning, vilket säkerställer en ythårdhet på minst HRC58 för att garantera materialets hållbarhet.
2. Tillverkade av GCr15 rundstål, går materialet igenom förevärmning (klotformig annekaling), följt av turing, fräsning, mediumfrekvensbearbetning, grovt slipning, kallstabilisering, precisionsslipning och slutligen elektrolytisk behandling. Denna process maximera precision, koncentricitet, ytvätsamhet och hårdhet, därmed förlänger livslängden på rättningsrullarna.


·Transmissionsgearing
Tillverkningsprocessen för hjul inkluderar följande steg: grovt utformning av hjulblanke - täthetsbearbetning - vedermätning - tandytgrindning. Grovt utformning av hjulblanken görs främst med hjälp av smedjor, vilka går igenom normalisering för att förbättra deras skärningsbearbetningstyp, vilket gör det enklare att skära. Enligt ritningarna för hjuldesignen utförs grov bearbetning, följt av halvslutförande, tournering, rullning och hjulformning för att uppnå grundläggande hjulformation. Därefter genomförs vedermätning för att förbättra mekaniska egenskaper. Enligt ritningarnas designkrav utförs slutlig precisionbearbetning, där referensstandarder och hjulprofiler finjusteras. Genom dessa processer kan vårt hjulnivå nå nivå 6, med hög smuthetighet, hög styrka och lång livslängd.
·Drivsektion
1. Använder 80-typens skruvhjul vertikalreduktor, som utnyttjar hjulet som hastighetsomvandlare för att minska motorens (motor) rotationshastighet till den önskade hastigheten och erhålla en mekanism med större vridmoment.
2. Använder en vertikal motor med låg vibration och låg buller, där den fixerade rotorparten är utrustad med ren kopparspolar, med en livslängd tio gånger längre än vanliga spolar, och båda ändarna är utrustade med kugghjul, vilket resulterar i låg friktion och temperatur.


·Styrelsekraftskåp
1. Använder silverlegerade reläer, fullt kopparspolar, brandskyddade säkerhetsbaser, för att säkerställa hållbarhet och lång livslängd.
2. Använder säkerhetsbeskyddade cirkuitsfördröjningsreläer med silverlegerade kontakter och flera justeringsalternativ för att uppfylla olika fördröjningsintervall.
3. Kontakterna har en rörlig kontaktdesign och är utrustade med en självrengande funktion. De vanligtvis öppna och vanligtvis stängda kontaktens huvuden har en separat isolerad struktur, vilket möjliggör bipolär operation, med vridningsfri positionering och skruvlossningsskyddande installeringsunderlag.
4. Använder självåterställande tryckknappar, lätt att bedriva, moderat tangentresa och modulär kombinationsstruktur. Kontaktpunkterna använder ketonbaserade sammansatta punkter, vilket ger bra ledningseffekt och hög strömledningsförmåga, med en livslängd på upp till 1 miljon cykler.
·Sifferindikator, gul oljeplump
1. Använder handdriven smörjoljepump, som ger snabbt och ansträngningsfritt oljetillförsel, med importerade oljeseglar för att förhindra oljefläckar och importerade fjädrar som motstår deformation och åldring.
2. Använder stålprocentmätare med noggrant konstruerad skala, dammskyddsglas, inbyggd med kopparbushing och utrustad med en kopparkärna, vilket säkerställer stabil struktur och exakt mätning.
Parameter:
| Modell | STS-100 | STS-200 | STS-300 | STS-400 |
| Max bredd (mm) | 150 | 200 | 300 | 350 |
| Tjocklek(mm) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Hastighet ((m/min) | 16 | 16 | 16 | 16 |
| Motorn ((HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Grovt diameterkorrektion | Φ45 | Φ45 | Φ45 | Φ45 |
| Grovt ställningsnummer | 2/3(Upp/ned) | 2/3(Upp/ned) | 2/3(Upp/ned) | 2/3(Upp/ned) |
| Noggrann diameterjustering | Φ34 | Φ34 | Φ34 | Φ34 |
| Noggranna justeringshjul | 7/8 (Upp/ned) | 7/8 (Upp/ned) | 7/8 (Upp/ned) | 7/8 (Upp/ned) |
| Dimension (M) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |