



สายการตัดความเร็วสูงสำหรับแผ่นหนา
- 1. การออกแบบที่เหมาะสม: รับประกันการจัดวางที่สมดุลสำหรับการทำงานที่ราบรื่น
- 2. ความยอดเยี่ยมแบบอัตโนมัติ: บรรลุการอัตโนมัติเต็มรูปแบบเพื่อเพิ่มประสิทธิภาพและความแม่นยำ
- 3. เทคโนโลยีล้ำสมัย: การผสานระบบ PLC ของ Mitsubishi ประสิทธิภาพสูงสำหรับการจัดการที่เหนือกว่า
- 4. ตัวช่วยเพิ่มความแม่นยำ: ระบบ CPC & EPC แบบตัวเลือกสำหรับการเพิ่มความถูกต้องของการเปิดและม้วนใหม่
- 5. การใช้งานที่เข้าใจง่าย: อินเทอร์เฟซที่ใช้งานง่ายเพื่อความสะดวกและปลอดภัยในการใช้งาน
- 6. โซลูชันเฉพาะทาง: สามารถปรับแต่งได้เต็มรูปแบบตามข้อกำหนดเฉพาะ
- 7. บริการระดับโลก: มีบริการติดตั้งในต่างประเทศสำหรับการบูรณาการที่ราบรื่น
คำอธิบายสินค้า
เครื่องตัดลวดวงเล็บโลหะ
1. โครงสร้างตัวเครื่อง: หลังจากการเชื่อมแบบรวมกัน จะมีการบำบัดความเครียดด้วยการอบอุ่น ใช้แผ่นฐานขนาดใหญ่หนา 30 มม. สามแผ่นเพื่อเพิ่มเสถียรภาพของเครื่อง
2. ดีไซน์การดูดซับแรงสั่นสะเทือน: ตัวเครื่องมีช่องสำหรับเพิ่มวัสดุดูดซับแรงสั่นสะเทือน มอเตอร์ถูกแยกออกจากเฟรมหลักของการตัดแถบและเชื่อมต่อผ่านข้อเหวี่ยงทั่วไป
3. ดีไซน์แกนตัด: แกนตัดล่างถูกตรึงไว้ ในขณะที่แกนตัดบนขับเคลื่อนโดยกลไกยกแบบมือหมุน โค้งเคลื่อนที่ติดตั้งรางเลื่อนเส้นตรง สามารถถอดออกได้ด้วยมือเพื่อเปลี่ยนเครื่องมืออย่างง่าย
4. วัสดุและการบำบัดของแกนตัด: แกนตัดบนและล่างทำจากเหล็กหล่อ 42CrMn ผ่านกระบวนการอบแข็งและอบอ่อน ความแข็งของการอบแข็งผิวอยู่ที่ HRC52-57 เส้นผ่าศูนย์กลางแกนตัดคือ Φ120mm (+0 หรือ -0.03mm) มีความยาวใช้งาน 1300mm
5. ระบบขับเคลื่อน: แกนตัดล่างขับเคลื่อนโดยมอเตอร์ปรับความถี่ AC 7.5kW ความเร็วปรับได้ในช่วง 0-120 รอบต่อนาที แกนตัดบนใช้ระบบเกียร์ขับเคลื่อน
6. ความสูงของแกนหลักล่าง: 800mm.
7. ความแม่นยำของแกนตัด:
- ความเข้มศูนย์ของแกนตัด: วัดโดยใช้ไมโครมิเตอร์สามตัว (ซ้าย กลาง ขวา) โดยมีความคลาดเคลื่อน ±0.01mm (ใช้แกนตัดล่างเป็นหลักอ้างอิงหลัก และแกนตัดบนเป็นหลักอ้างอิงรอง)
- ความขนานของแกนตัด: ติดตั้งใบตัดบนและล่างอย่างสมมาตรทั้งสองด้านและปรับให้ตรงโดยใช้บล็อกวัด แกนตัดล่างเป็นหลักอ้างอิงสำหรับการปรับแกนตัดบน โดยมีความคลาดเคลื่อน ±0.01mm
- ความขนานด้านข้างของแกนตัด: วัดตำแหน่งเริ่มต้นของแกนตัดโดยใช้ไมโครมิเตอร์ โดยมีความคลาดเคลื่อน ±0.005mm
8. ใบตัด: แนะนำให้ใช้วัสดุโลหะแข็งที่มีความแข็ง HRA90-95 ปรับปรุงการจัดชุดของใบตัดและแผ่นกั้นเพื่อให้สอดคล้องกับข้อกำหนดการตัด
(หมายเหตุ: ใบตัดและแผ่นกั้นไม่รวมอยู่ในเครื่องจักร และต้องเจรจาแยกตามข้อกำหนดของลูกค้า)
สายการตัดความเร็วสูงระดับสูงสำหรับแผ่นหนาอย่างแม่นยำ
I. ภาพรวมของผลิตภัณฑ์
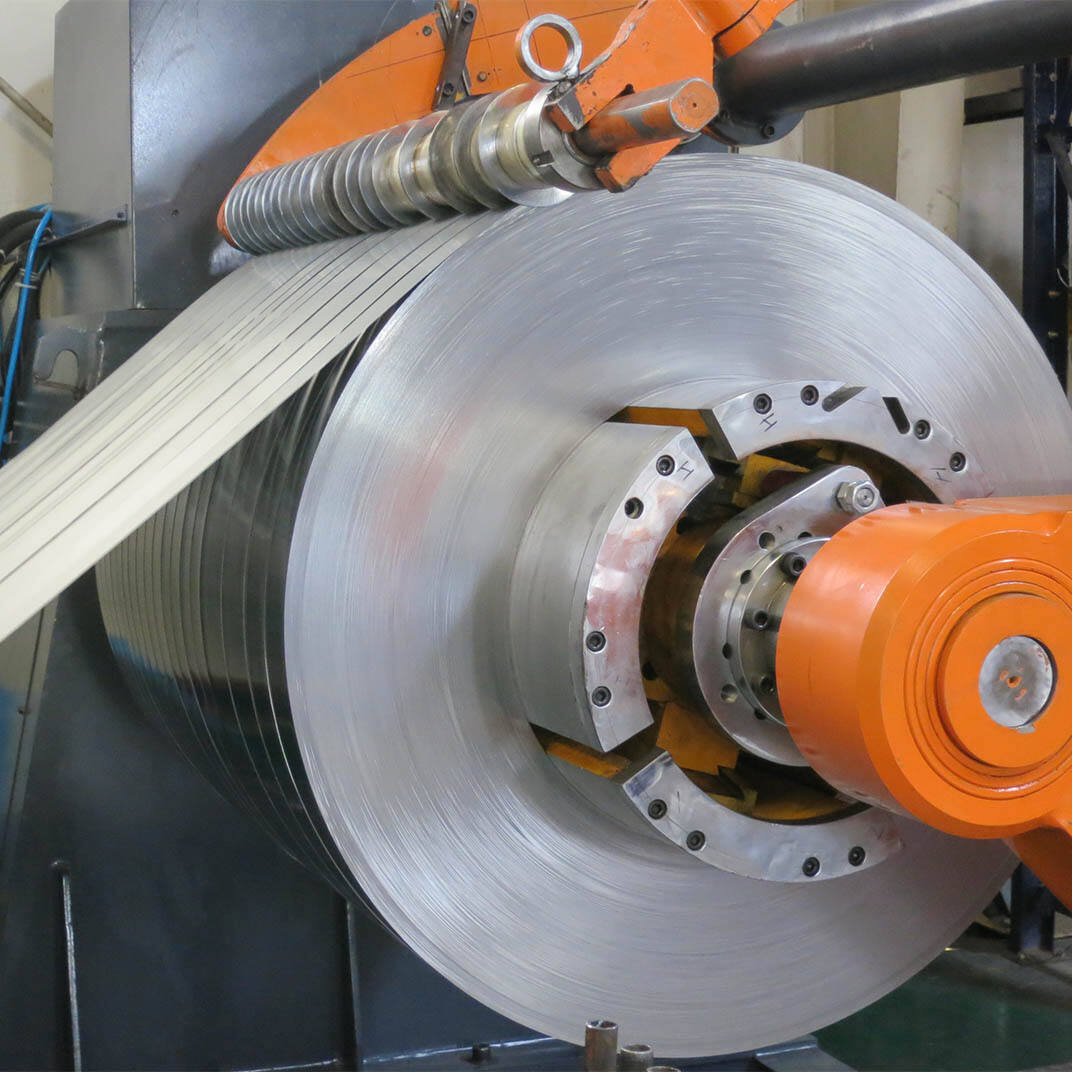
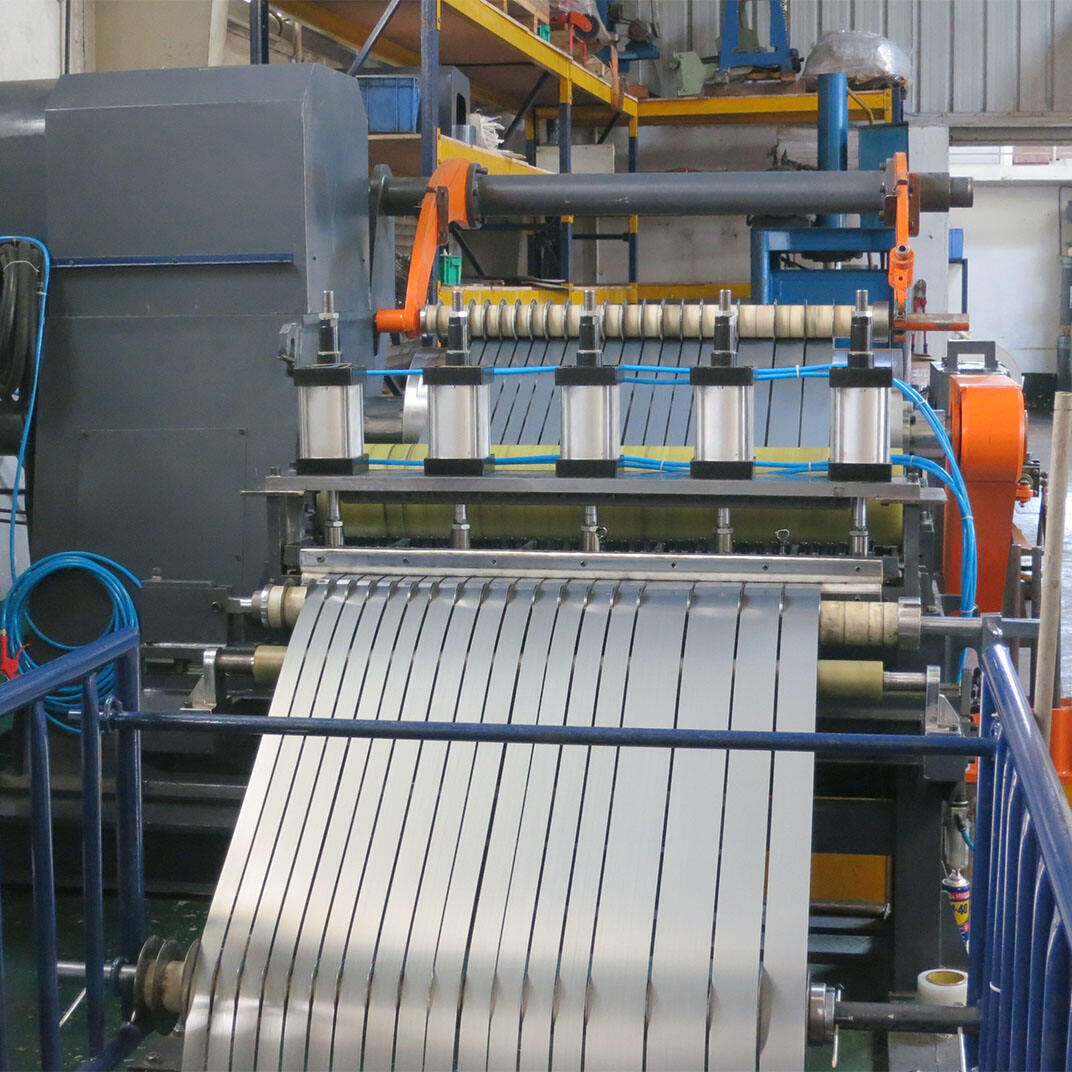
สายการผลิตแบบ high-speed slitting ของเราถูกออกแบบมาสำหรับการประมวลผล线圈ที่มีสเปกแตกต่างกันอย่างมีประสิทธิภาพ โดยให้การแกะกล่อง การตัด และการเก็บกลับเป็นขดลวดอย่างแม่นยำเพื่อให้ได้ความกว้างตามที่ต้องการ นอกจากนี้ยังสามารถจัดการกับขดลวดโลหะหลากหลายประเภท เช่น เหล็กแผ่นรีดเย็น เหล็กแผ่นรีดร้อน เหล็กสแตนเลส เหล็กชุบцинเหล็ก อัลูมิเนียม เหล็กซิลิกอน เหล็กเคลือบสี และเหล็กทาสีได้อย่างยอดเยี่ยม อุปกรณ์นี้ถูกใช้งานอย่างแพร่หลายในอุตสาหกรรมต่าง ๆ เช่น อุตสาหกรรมยานยนต์ การผลิตบรรจุภัณฑ์ การผลิตเครื่องใช้ไฟฟ้าภายในบ้าน การบรรจุภัณฑ์ และวัสดุก่อสร้าง
II. คุณสมบัติสำคัญ
ด้วยการออกแบบผังงานที่พิถีพิถัน เครื่องตัดแผ่นของเรางานได้อย่างอัตโนมัติเต็มรูปแบบ ช่วยให้มีประสิทธิภาพ การผลิต ความแม่นยำ และคุณภาพที่ยอดเยี่ยม อีกทั้งยังทำงานได้อย่างลื่นไหลและน่าเชื่อถือด้วยระบบไฮดรอลิกที่แข็งแรง โครงสร้างที่ทนทานสูง และการจัดวางสถานที่ที่เหมาะสม เราได้บูรณาการระบบควบคุม Mitsubishi PLC ขั้นสูงเพื่อการควบคุมระดับโลกอย่างไร้รอยต่อ นอกจากนี้ เครื่องตัดแผ่นของเราสามารถเลือกใช้ระบบ CPC & EPC เพื่อเพิ่มความแม่นยำในการคลายและม้วนแผ่น ทำให้เป็นทางเลือกที่สมบูรณ์แบบสำหรับความต้องการในการดำเนินงานของคุณ
III. ข้อมูลจำเพาะทางเทคนิค
| เลขที่ | รุ่น | วัสดุดิบ | THK (มม.) | ความกว้าง (มม) | Id (มม) | โอดี (มม) | น้ำหนัก (ตัน) | ความแม่นยำของความกว้าง (มม.) | จำนวนการตัด (pcs) | ความกว้างการตัด (มม) | ความเร็ว (m/min) | ความจุ (KW) | พื้นที่น้ำท่วม (เมตร*เมตร) |
| 1 | 4.0x1600 |
กล่องเหล็ก เหล็กกล้าไม่สนิม อะลูมิเนียมหรือวัสดุเหล็กชนิดอื่น |
0.5-4.0 | 800-1600 | φ508/610 | ≤Φ1500 | ≤ 25 | ≤±0.1 | ≤24 | ≥30 | ≤ 120 | ≈220 | 25x7.5 |
| 2 | 6.0x800 | 1.0-6.0 | 200-800 | φ508/610/ 760 | ≤15 | ≤24 | ≥30 | ≤ 60 | ≈220 | 15x5.5 | |||
| 3 | 6.0x1600 | 1.0-6.0 | 800-1600 | ≤ 25 | ≤24 | ≥40 | ≤ 50 | ≈220 | 28x10.5 | ||||
| 4 | 9.0x1600 | 2.0-9.0 | 800-1600 | ≤Φ2000 | ≤ 25 | ≤ 12 | ≥60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3.0-12.0 | 1000-2000 | ≤ 35 | ≤±0.5 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤ 35 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | ||||
| PS: ข้อมูลจำเพาะทั้งหมดข้างต้นเป็นเพียงการอ้างอิง และสามารถปรับแต่งตามคำขอของคุณได้ | |||||||||||||
IV. ชิ้นส่วนหลัก
(1) รถ线圈
(2) อุปกรณ์คลายสายพาน
(3) อุปกรณ์บีบ สเตรทเทนเนอร์ และเครื่องตัด
(4) ลูปเปอร์
(5) การนำทางด้านข้าง
(6) เครื่องตัดขอบ
(7) เครื่องม้วนเศษเหล็ก (ทั้งสองด้าน)
(8) ลูปเปอร์
(9) อุปกรณ์แยกและควบคุมแรงตึง
(10) เครื่องม้วนผลิตภัณฑ์สำเร็จรูป
(11) รถขนถ่ายสำหรับเครื่องม้วนผลิตภัณฑ์สำเร็จรูป
(12) ระบบไฮดรอลิก
(13) ระบบลมอัด
(14) ระบบควบคุมไฟฟ้า
V. กระบวนการทางเทคนิค
รถขนถ่าน → การคลี่ → การบีบและปรับให้ตรงพร้อมการตัดหัวม้วน → ลูปเปอร์ → การนำทาง → การตัด → การม้วนเศษด้านข้าง → ลูปเปอร์ → การแบ่งวัสดุล่วงหน้าและการควบคุมแรงตึง → การม้วนใหม่ → รถขนถ่าย