




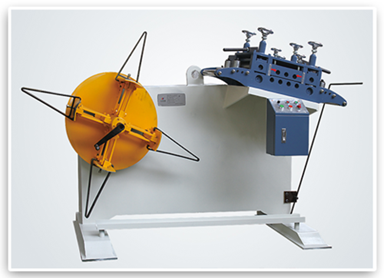
GO Standart Serisi Düzleştirici ve Bobin Açıcı 2gether Metal Bobin Besleme Sistemi Plaka Kalınlığı: 0.4mm~2.5mm
Paylaş
Uncoiler/sraightener makinesi
alan kazanmak
Yüksek Hassasiyet
Ürün Açıklaması
Halat Açma ve Düzleştirme Makinesi
Özellik
1. Malzeme rafı ve düzleştirici entegre edilmiştir, minimal yer kaplamaktadır. Değişken çaplı malzeme destek cihazı sayesinde yükleme ve boşaltma kolaylaşmıştır.
2. 0.4mm ila 2.5mm kalınlık aralığındaki çeşitli metal halat malzemeleri için uygun dur.
3. Tüfekli çelik çerçeveden yapılmış olup, dayanıklı yapısı, pürüzsüz işlem ve minimum yer kullanımı sağlar.
4. Rulo lar, dayanıklı yatak taşı çeliğinden yapılmış, ısı işleme ve sertleştirmeye tabi tutulmuş, HRC60 sertliğe ulaştırılmış, ardından kromlanarak ve dökülerek dayanıklılık artırılmıştır.
5. Frene sıkılgelirine göre ayarlanabilir, bobinin daha düzgün dönmesini sağlar ve yükleme kapasitesini artırır.
6. Elektriksel kontrol sistemi ithal elektromanyetik kontakörler ve elektronik bileşenler içerir, bu da daha az arıza ve daha uzun ömür anlamına gelir.
7. Hidrolik genleşme yöntemi isteğe bağlıdır ve daha ağır malzemeler için önerilir.
Yapı:

·Düzeltme Başlığı
1. Makine başı, toplam 7 düzleştirme rulolu (üste 3 ve alta 4) paralel rulo tasarımı içerir.
2. Dört nokta mikro-ayarını kullanarak, yüksek hassasiyetli ürünlerin işlenmesi için daha uygundur. Besleme ve boşaltma süreçlerinde dört nokta bağımsız basıncı ayarlanabilir, böylece malzeme sapması ve deformasyonu etkili bir şekilde önlenir.
3. Malzeme destekleyici rulo, pasif galvanize edilmiş rulo ile yapılmış olup, tek parça olarak biçimlendirilmiştir. Çizgiye dayanıklı ve uzun ömürlü bir yüzeye sahiptir. Mekanik yatak taşır, esnek ve dayanıklı bir dönüş sağlar.
4. Döküm demir el tekerlekleri kullanılmış olup, geleneksel estetik için elektroplating işlemine tabidir.
5. İletim kısmının her iki yanına koruma amacıyla koruyucu kapaklar takılıp, rahat gözleme imkanı sağlamak için gözlem pencereleri ile donatılmıştır.
.
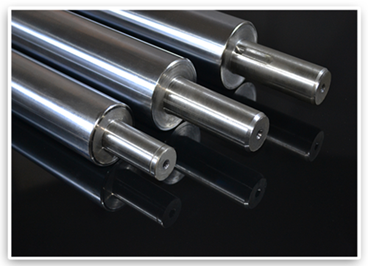
düzleştirme rulo
1. Düzleştirme ruloları, katı yatak çeliği ile yapılmış olup, orta frekanslı işlemden geçirildikten sonra kalınlaştırılmış elektroplating uygulanmıştır. Bu, malzemenin en az HRC58 sertlikte olması gerektiğini garanti altına alır.
2. GCr15 döküm yuvarlak çeliği kullanılır, bu da ön ısıtma işlemini (küreselleşmiş yumuşatma) geçer, ardından törnümce işlemi, frezeleme, orta frekanslı işleme, kabartma, soğuk stabilizasyonu, hassas cilalama ve nihayetinde elektroplating uygulanır. Bu süreç, hassasiyeti, kontrisitliği, pürüzsüzlüğü ve sertliği maksimize ederek düzleştirme rulolarının hizmet ömrünü uzatır.
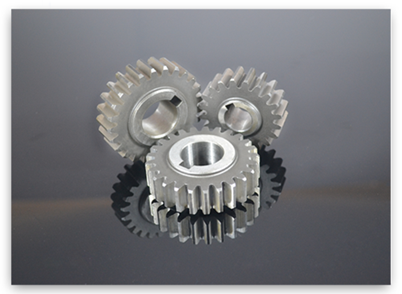
·İletim dişlisi
Dişli üretime süreci aşağıdaki aşamaları içerir: ilkel dişli makinelerle işleme - diş yüzeyi işleme -ısıl işlem - diş yüzeyi cilalama. İlkel işleme, dişli boşluğunu oluşturmak için döküm içerir ve daha sonra kesim için makinelerdeki machinability'yi artırmak amacıyla normalize edilir. Dişli tasarım çizelgelerine göre ilkel işleme yapılır, ardından temel dişli şekli elde etmek için çevirmek, freze etmek ve kopya çekmek gibi yarı hassas işleme yöntemleri uygulanır. Daha sonra mekanik özelliklerini artırmak için ısıl işlem yapılır. Nihayetinde tasarım gereksinimlerine göre hassas işleme yapılır ve referans yüzeyi ve dişli profili iyileştirilir. Bu süreçler sayesinde dişlimiz 6. sınıfa ulaşır, yüksek aşınma dayanımı, yüksek güç ve uzun hizmet ömrü gösterir.
·Çerçeve bölümü
1. Bu ekipman, malzeme rafı ve düzeltme birimi entegre tasarımı kullanır, böylece yer kullanımı artırılır.
2. Malzeme rafı, konsol kirişle tasarlanmıştır ve tüm çatı plakaları, lazer veya plazma kesimi ile kesilmiştir, bu da yüksek hassasiyeti ve iyi ekipman değiştirilebilirliğini sağlar.
3. Tüm bileşenler, sayısal kontrol (NC) ve bilgisayar sayısal kontrol (CNC) kullanılarak işlenmiştir, bu da iyi değiştirilebilirlik sağlar.
4. Genel yapı basittir ve ekipman parçalarının montajı ve değiştirilmesi, genel teknik işçiler tarafından yapılabilir, bu da kolay, hızlı bir süreç sağlar ve bakım maliyetlerini büyük ölçüde azaltır.


·Elektrik kontrol kutusu
1. Tam bakır bobinli gümüş aleysiyum rölatörleri ve ateşe dayanıklı güvenlik tabanları kullanılarak, uzun süreli dayanıklılık sağlanmıştır.
2. Gümüş alaşımlı temaslı, güvenli koruma ayarlı devre gecikme rölatörleri kullanılır, birden fazla ayarlama düğmesi vardır, çeşitli gecikme aralıklarına uygun olarak tasarlanmıştır.
3. Anahtarlar, kendini temizleyen işlevi olan kaydırma temas tasarımıyla donatılmıştır. Normalde açık ve normalde kapalı kontaklar ayrı bir yalıtkan yapı kullanır, bu da iki kutuplu işlem için uygun hale getirir ve dönmeyi önleyici konumlandırma ve gevşemeyi önleyici montaj yastıkları ile donatılmıştır.
4. Hafif bir kuvvetle ve orta seviye bir stroke ile kendi kendini sıfırlayan düğmeler kullanılır. Kontaklar, keton tabanlı bileşik noktalarla modüler bir kombinasyon yapısı kullanarak, güçlü iletkenlik sağlar, büyük akımları taşıyabilir ve 1 milyon çevrim kadar ömür sürebilir.
·Güç bölümü
1. Bu cihaz, dişli hız dönüştürücüsünü kullanarak motorun (motör) dönüş hızını istenen seviyeye düşürmek ve daha yüksek bir tork çıkışı elde etmek amacıyla bir 80-türbina dikey azaltma reduktörü kullanır.
2. Düşük titreşim ve gürültü seviyeleriyle bilinen dikey bir motor kullanıma tabidir. Sabit rotor bölümü, standart bobinlerden on kat daha uzun ömür sunan saf bakır bobinlere sahiptir. Her iki ucunda da küresel aksle donatılmış olup, bu da minimum sürtünme ve düşük sıcaklıklar sağlar.
·Speksiyasyon
|
Model |
GO-150 |
GO-200 |
GO-300 |
GO-400 |
GO-500 |
|
Malzeme genişliği |
150mm |
200mm |
300mm |
400mm |
500mm |
|
Malzeme Kalınlığı |
0.4~2.5mm |
||||
|
Kilin iç çapı |
450~530mm |
||||
|
Kilin dış çapı |
1200mm |
||||
|
Halha Ağırlığı |
500kg |
800 kg |
1000KG |
1500kg |
2000 kg |
|
Genişleme tipi |
Elle genişletme |
||||
|
Motor |
1/2HP |
1HP |
2HP |
2HP |
3 at gücü |
Düzleştirme kapasitesi
|
Kalınlık modeli |
GO-150 |
GO-200 |
GO-300 |
GO-400 |
GO-500 |
|
1.5 |
150 |
200 |
300 |
400 |
500 |
|
2.0 |
150 |
200 |
300 |
400 |
400 |
|
2.5 |
120 |
160 |
240 |
320 |
250 |