
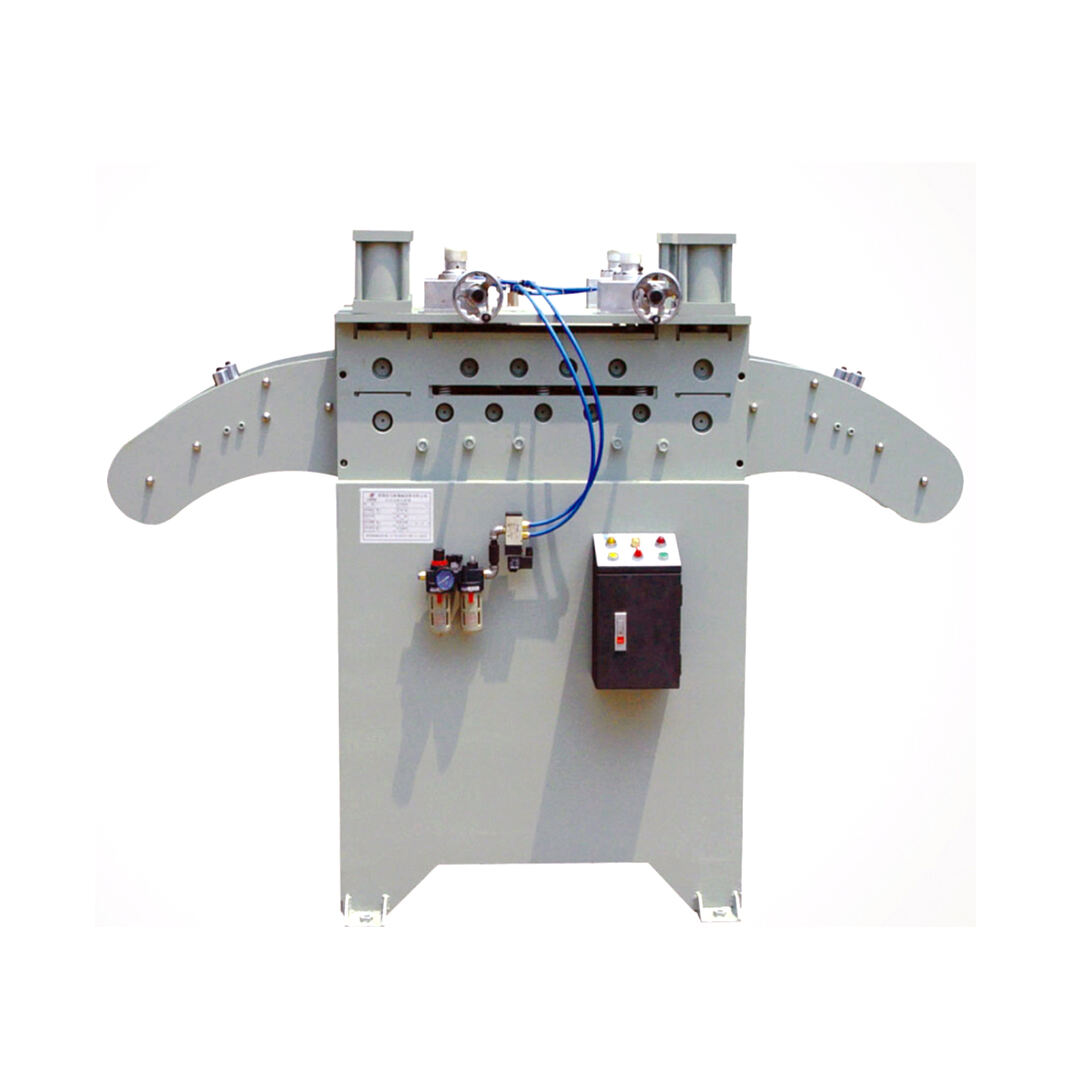

HS Serisi Kalın Plaka Düzeltme Makinesi: 1.6mm - 6.0mm Malzeme Kalınlığı Aralığı İçin Metal Plak Bobin Düzleştirme
Paylaş
Farklı kalınlıkta malzemeler için sürekli döşeme kullanımı
Açılımcı makineyle birlikte çalışarak otomatik üretim için kullanılır
Özelleştirilebilir
Ürün Açıklaması
Özellikler:
1. Düzeltme tekeriği katı yatak çeliğiyle yapılmıştır, yüksek frekanslı ısı işleme geçirilir, cilalanır ve sert krom plating edilir ve makine tarafından kalibrasyonun ardından pürüzsüzdür ve basınç izsizdir, malzeme yüzeyini hasar etmez.2
2. Makine bağımsız olarak kullanılabilir ve aynı zamanda MT-tipi ve DBMT-tipi otomatik besleme raflarıyla birlikte kullanılabilir, bu da iyi performans sonuçları verir.
3. Makine, malzeme bastırma için büyük boyutlu bir silindir kullanır ve düzeltme ayarı eş zamanlı yunus dişli ve yunus dişli ayarı kullanılarak yapılır. Kolu bir tur çevirdiğinde, düzeltme üst tekerleği yalnızca 1mm iner ve bu da hassas ayar sağlar.
Giriiş:
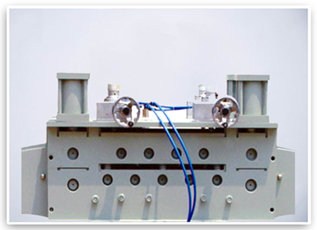

·Düzleştirici başı
1. Makine başı, paralel rulman tasarımı kullanır ve toplamda 9 adet duyarlı düzeltme rulmanı vardır, üst tarafta 4 ve alt tarafta 5 adet.
2. Büyük boyutlu bir silindir ile donatılmış olup, malzeme bastırma için daha fazla yüksek doğruluklu ürün üretimine uygunlaşmıştır. Düzeltme ayarı eş zamanlı yunus dişli ve yunus dişli ayarı kullanılarak yapılır ve bu, malzeme sapması ve deformasyonunu etkili bir şekilde önler.
3. Malzeme destek rulmanları, güçsüz galvanize edilmiş rulmanlardan yapılmıştır, tek parça olarak biçimlendirilmiştir ve yüzeyi çizik ve aşınmaya karşı dirençlidir. Mekanik轴承 kullanılarak esnek旋转 saglar ve uzun süre dayanabilir.
4. Bir yüzey elektroplating işleme tabi tutulmuş döküm demir el tekerleği özelliği taşıyor, bu da en geleneksel tür el tekerleğini temsil ediyor.
·Düzeltme ruloörü
1. Düzeltme rulosu katı yataklı çelikten yapılmış olup, orta frekanslı işlemden sonra kalın elektroplating işleme tabi tutulmuştur. Bu, malzeme dayanıklılığını garanti etmek için yüzey sertliğini HRC58'den daha düşük olmamasını sağlar.
2. GCr15 damgalı çelikten yapılmış ve öncelikle ön ısıtma işlemine (küreselleşmiş yumuşatma) tabi tutulur, ardından çevirmeye, fрезleme'ye, orta frekanslı işleme, soğuk stabilizasyon için ilkel çimentoze, kesin çimentoze ve son olarak elektroplating'e sokulur. Bu, hassasiyeti, merkezi, pürüzsüzlüğü ve sertliği maksimize eder ve düzeltme rulosunun hizmet ömrünü uzatır.

·İletim dişlisi
Dişli işleme süreci aşağıdaki adımları içerir: ilkel dişli kesimi - diş yüzeyi makinalandırma -ısıl işlem - diş yüzeyi cilalama. İlkel dişli parçası çoğunlukla şeritleme ile üretilir ve makinalebilirliğini artırmak için normalleştirme işlemine tabi tutulur, bu da kesimi kolaylaştırır. Dişli tasarım mavi şemasına göre, ilkel makina işlemi yapılır, ardından yarı bitişik işlem, dişli kazıma, kaydırma ve dişli şekillendirme temel dişli yapısını elde etmek için yapılır. Daha sonra, mekanik özelliklerini artırmak için ısıl işlem uygulanır. Mavi şema tasarım gereksinimlerine göre, son bitişik işlem yapılır ve referans ve diş profili iyileştirilir. Bu süreçler sayesinde, dişlimiz 6. sınıf derecesine ulaşır, yüksek aşınmazlık, dayanıklılık ve uzun hizmet ömrüne sahiptir.
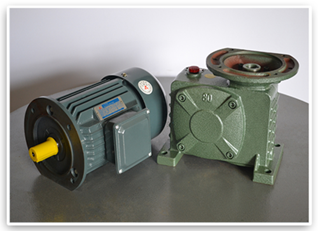
·Güç bölümü
1. 80 tipi yarmalı dişli dikey bir jeneratör kullanılarak, dişli hız çevirici motorun döner hızını istenen seviyeye düşürür ve daha büyük bir tork mekanizması oluşturur.
2. Düşük titreşim ve gürültü seviyeleriyle bilinen dikey bir motor kullanılarak, sabit rotor bileşeni saf bakır bobinlerle donatılmıştır ve bu bobinler standart bobinlere göre on kat daha uzun sürer. Her iki ucunda da küre轴承 bulundurularak, sürtünme azaltılmış ve sıcaklık düşürülerek çalışır.

·Elektrik kontrol kutusu
1. Güvenlikli akmansız mangan bronz reléleri ve tamamen bakır bobinleri kullanılarak, yangın dirençli güvenlik tabanları dayanıklılığı ve uzun ömürünü garanti altına almaktadır.
2. Güvenlikli devre gecikme reléleri kullanılarak, mangan bronz temaslı ve çoklu derece diskleri çeşitli gecikme aralıklarını karşılamak için tasarlanmıştır.
3. Anahtarlar, kendini temizleyen kaydırma temaslara sahiptir. Hem normalde açık hem de normalde kapalı temas noktaları ayrı bir yalıtım yapısı kullanılarak iki kutuplu işlemi sağlar, aynı zamanda dönmeyi engelleyici konumlandırma ve gevşeme önleyici montaj yuvaları bulunur.
4. Hafif aktüasyonlu ve orta seviye tuş yoluna sahip kendini yeniden sıfırlayan düz düğmeler kullanılarak. Modüler bir kombinasyon yapısıyla, temas noktaları güçlü iletkenlik için keton tabanlı bileşik malzeme içerir, büyük akımları taşıyabilecek kadar dayanıklı ve 1 milyon döngüye kadar ömür sürebilir.
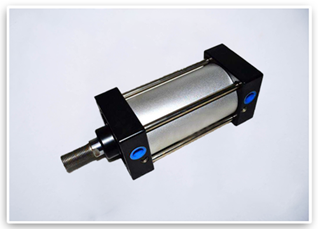
·Besleme silindiri
1. Asli Yadeke silindirleri kullanılarak, alaşım silindir gövdesi, sert oksidasyon ve su geçirmez çekme ile monte edilmiştir.
2. Katı alüminyumdan kesilebilir hassas CNC makinalandırma, pürüzsüz pürüzsüz iç duvarlarla donatılmıştır, takılmadan çalışır ve yüksek işlevsellik sağlar.
3. Yüksek yoğunlukta işlem yapabilen, dayanıklı ve çeşitli çalışma koşullarına uygun yapıdadır.
Teknik Özellikler:
| TUR | HS-150 | HS-200 | HS-300 | HS-400 | HS-500 | HS-600 | HS-800 | |
| Malzeme genişliği | mm | 150 | 200 | 300 | 400 | 500 | 600 | 800 |
| Malzeme Kalınlığı | mm | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 | 0.5-4.5 |
| Ayarlama Hızı | m/dak | 15 | 15 | 15 | 15 | 15 | 15 | 15 |
| Motor | Hp | 2 | 2 | 3 | 3 | 5 | 5 | 7.5 |
| Makine U*G*Y | m | 2.1*0.65*1.6 | 2.1*0.7*1.6 | 2.1*0.8*1.6 | 2.1*0.9*1.6 | 2.1*1.0*1.6 | 2.1*1.1*1.6 | 2.1*1.3*1.6 |