
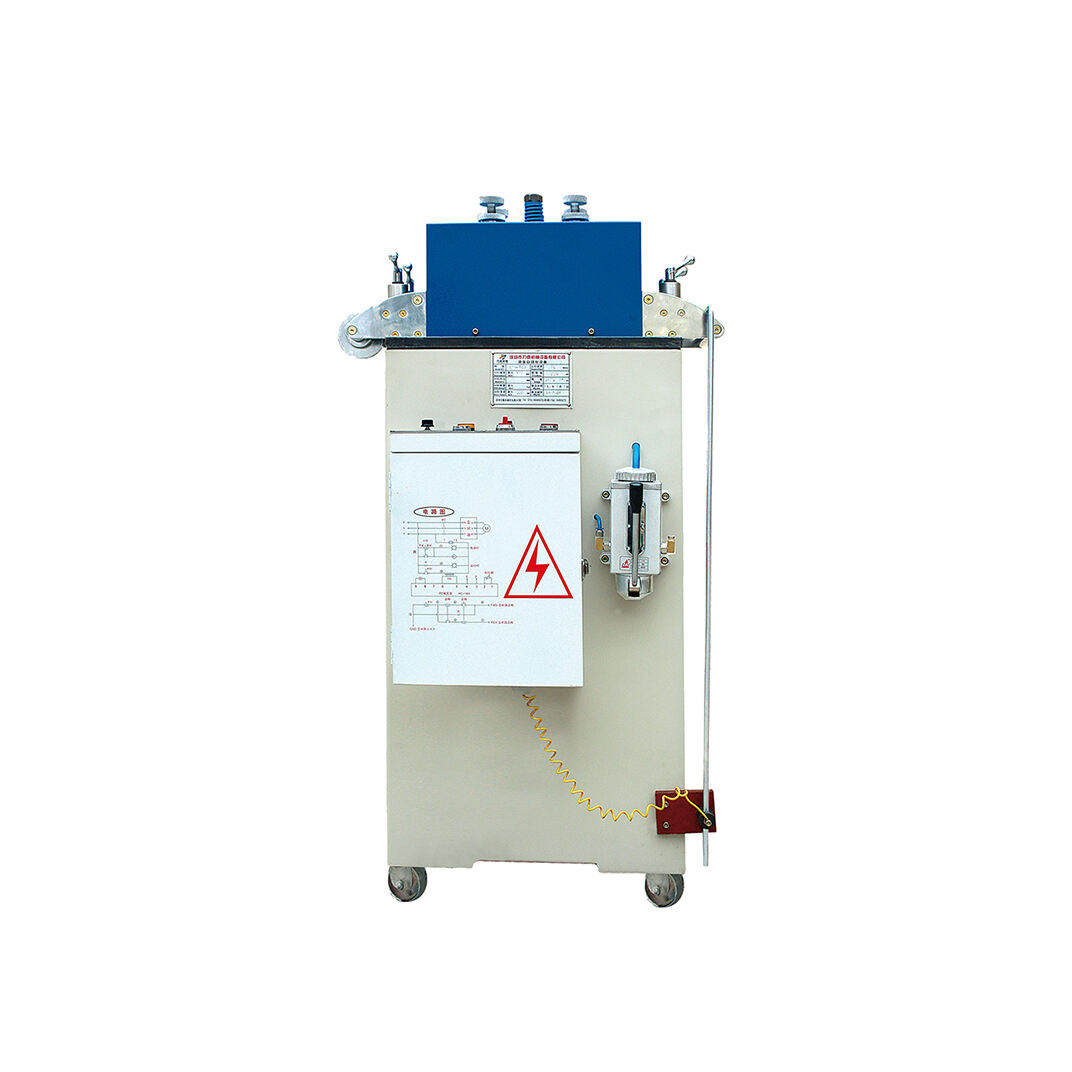



SNL Serisi Kesin Düzeltme Makinesi, Metal Plakası Metal Malzeme için Uygun, Malzeme Kalınlık Aralığı 0.1-0.6mm
Paylaş
Farklı kalınlıkta malzemeler için sürekli döşeme kullanımı
Açılımcı makineyle birlikte çalışarak otomatik üretim için kullanılır
Özelleştirilebilir
Ürün Açıklaması
Özellik:
1. Bu düzleştirici makine serisi, yüksek kesinlikli vuruşma gerektiren ince malzemelerin üretiminde özel olarak tasarlanmıştır. Herkes bilindiği gibi, düzleştirme ve gerilim kaldırılmadan iyi ürünler üretilmesi mümkün değildir, bu nedenle düzleştirme makinesinin performansı üretimin anahtar rolünü oynar.
2. Bu makinenin düzleştirme tekerleri ve düzeltme yardımcı tekerlekleri, ithal SUJ2 ile yapılmıştır, HRC60°'e ısı tedavisi uygulanmış ve sert krom plaka sonrası mırıtlanmıştır, her bir eksenin düzgün sert krom tabakasını ve şekil toleransını sağlar.
3. Bu makinenin seviye ayarı, dörtlü dengeleyici hassas ayar cihazını kullanır ve bir sarkaçölçer ile donatılmıştır, böylece seviye noktasını hızlıca bulabilirsiniz.
4. S serisi hassasiyet düzeltme makinesinin her bir düzeltme tekerleği, üretim sürecindeki bükülmesini veya deformasyonunu önlemek için seviye yardımcı bir tekerlek ile donatıktır, bu da ürünün düzgünüzünü artırmaktadır.
5. Alt yardımcı rulman sabitlenmiştir, alt tekerleklerin esnekliğini artırır ve stres altında deformasyondan korur.
6. Üst yardımcı rulman, farklı basıncı elde etmek için yüzen türdedir, bu da düzleştirme tekerleğinin dayanıklılığını ve ömrünü güçlendirir ve plaka yüzeyinin düzleşmesi gereksinimlerini iyileştirir.
7. İletim dişlileri zorunlu dolaşım yağ lubrkantını kullanır ki dişli aşınmasını azaltır ve yüksek sıcaklık koşulları altında uzun süreli çalışabilir.
8. İletim mekanizması, her düzleştirme rulosu için bağımsız eşzamanlı iletim kullanır, dişli iletiminden kaynaklanan toplam geri toleransı azaltır ve plakanın düzleşmesini gerekliliklerini geliştirir.
9. Yağlama sisteminin eklenmesi, makinenin ömrünü uzatır ve makineyi uzun süreli kararlı bir durumda çalışmasına izin verir.
10. Malzeme, genişlik ve kalınlık farkları nedeniyle birleşik sayısal bir referans yoktur. Bu nedenle, kütle üretiminden önce malzemede küçük bir bölümün deneme düzeltmesi önerilir ve istenen etki elde edildikten sonra sürekli üretim yapılır.
11. Evrensel mafsallar aracılığıyla enerji iletimi, alüminyum ve çelik düzleştirici makinelerinin yüksek performanslı ürünleridir.
Giriiş:
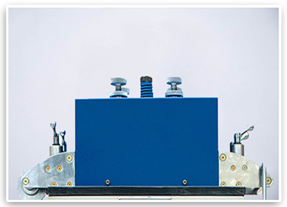

·Düzeltme Başlığı
1. Makine başı, paralel rulo tasarımı kullanır, toplamda 21 duyarlı düzeltme rulosu vardır, üstte 10 ve altta 11.
2. Dört nokta ince ayarı kullanılarak daha yüksek kesinliğe sahip ürünlerin işlenmesi için daha uygun hale gelmiştir. Girdi ve çıktıda dört nokta bağımsız basıncı ayarlanabilir besleme tekerlekleri basıncı, malzeme sapmasını ve deformasyonunu etkili bir şekilde önler.
Malzeme destekleyici rulo lar, güçlendirilmemiş galvanize rulo lar kullanılarak tasarlanmıştır, birim olarak oluşturulmuştur ve yüzeyde kaşıntıya ve aşmaya karşı dirençlidir. Mekanik yataklar esnek ve dayanıklı bir rotasyon için kullanılmaktadır.
4. El ipi, yüzey elektroplating işlemi uygulanan döküm demir malzemesinden yapılmıştır ve en geleneksel tür el ipini temsil etmektedir.
5. İletim bölümü her iki yan için koruma kapakları kurulmuştur, kolay gözlem için gözetleme pencereleriyle donatılmışlardır.
·Düzeltme ruloörü
1.Düzeltme rulları katı yatak çelikten yapılmış olup, orta frekanslı kalın elektroplating işleme tabi tutularak yüzey sertliği HRC58'den daha az olmamak üzere garanti altındadır, bu da malzemenin dayanıklılığını sağlar.
2. GCr15 döküm yuvarlak çeliği kullanılır, bu da ön ısıtma işlemini (küreselleştirici yumuşatma) geçer, ardından çevirmek, frezeleme, orta frekanslı işlem, kabartma soğuk stabilizasyonu, hassas cilalama ve son olarak elektroplating izler. Bu, doğruluğu, konstriksiyonu, pürüzsüzlüğü ve sertliği maksimize eder, düzeltme rulolarının hizmet ömrünü uzatır.

·İletim dişli
Dişli makinalama süreci aşağıdaki adımları içerir: dişli boşluk makinalaması - diş yüzeyi makinalaması -ısıl işlem - diş yüzeyi cilalama. Boşluk öncelikle şempanze edilir ve kesim için machinability'sini artırmak amacıyla normalize edilir. Dişli tasarım çizelgelerine göre, ilkel makinalama yapılır, ardından yarı bitiş, döner, kaydırma ve dişli kazım işlemleri temel dişli şekli oluşturmak için uygulanır. Daha sonra mekanik özelliklerin artırılması amacıyla ısıl işlem yapılır. Tasarım çizelgelerinin gerekliliklerine uygun olarak, son hassasiyet makinalaması yapılır ve standartlar ile dişli profilleri iyileştirilir. Bu süreçler aracılığıyla dişlimizin 6. dereceye ulaşmasını sağlarız, yüksek aşınmazlık, yüksek dayanım ve uzun hizmet ömrü gösterir.
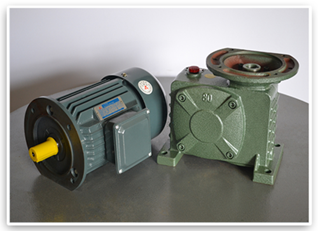
·Güç bölümü
1. 80-model dikey yamuksuz dişli azaltıcıyı kullanıyoruz, dişli hız dönüştürücüsünü motorun dönüş hızını istenen seviyeye düşürmek için kullanarak daha yüksek torklu bir mekanizma elde ediyoruz.
2. Seçimimiz, düşük titreşim ve gürültü düzeyiyle bilinen dikey bir motordur. Sabit rotor bölümü, ordinaryen kuyruklarından on kat daha uzun ömür sunan saf bakır kuyruklar içerir. Ayrıca, her iki ucunda da en az miktarda sürtünme ve daha düşük sıcaklıklar sağlayan yuvarlak yataklar bulunur.


·Elektrik kontrol kutusu
1. Uzun süreli dayanımı için tüm bakır kuyrukları ve yangın direngenlikli güvenlik tabanlarıyla silver alaşım rölelerini kullanma.
2. Güvenlik korumalı ayarlanabilir devre gecikme röleleriyle silver alaşım temasları ve çeşitli gecikme gereksinimlerini karşılamak için birden fazla aralık düğmesi kullanma.
3. Anahtarlar, kendini temizleyen kaydırma temaslarıyla donatılmıştır. Normalde açık ve normalde kapalı temaslar, iki kutuplu işlem için ayrı bir yalıtım yapısı kullanır ve anti-dönme konumlandırıcılar ile anti-kayma montaj yastıklarıyla donatılmışlardır.
4. Işık ve çevik bir kuvvetle, orta seviye tuşlamaları olan ve modüler bir kombinasyon yapısıyla donatılmış otomatik sıfırlama düz itme düğmeleri kullanılıyor. İletim noktaları, güçlü iletkenlik özelliklerine sahip keton tabanlı bileşke noktalardır, büyük akımları taşımakta yetenekli olup en fazla 1 milyon döngüye kadar uzun ömürlüdür.
·Döner göstergeli yağpompa
1. Hızlı yağ aktarımı için el ile çalışır bir yağ pumamızı entegre ettik, işgücünü hafifletiyor. İthal yağ mühürleri, sızıntı riskini minimuma indirirken, ithal yaylar deformasyon ve yaşlanmadan etkilenmeye karşı etkilidir.
2. Kurulumumuz, ince sanatçılıkla yapılmış çelik bir dijital göstere sahiptir ve toz koruyucu cam kapak ile içteki bakır setiyle eşleştirilmiştir. Bakır hareketi, yapının istikrarını ve hassas ölçümü sağlar.
Parametre:
| Model | SNL-100 | SNL-200 | SNL-300 |
| Maks. genişlik (mm) | 100 | 200 | 300 |
| Kalınlık mm | 0.1-0.6 | 0.1-0.6 | 0.1-0.6 |
| Hız (m/dk) | 15 | 15 | 15 |
| Motor (HP) | 0.5HP×4P | 1HP×4P | 1HP×4P |
| Düzleştirici bobin çapı (mm) | Φ18 | Φ18 | Φ18 |
| Düzleştirici bobin adedi (Adet) | 10/11 (Üst/Alt) | 10/11 (Üst/Alt) | 10/11 (Üst/Alt) |
| Boyutlar (m) | 0.85×0.8×1.3 | 0.85×0.8×1.3 | 1.05×0.8×1.3 |