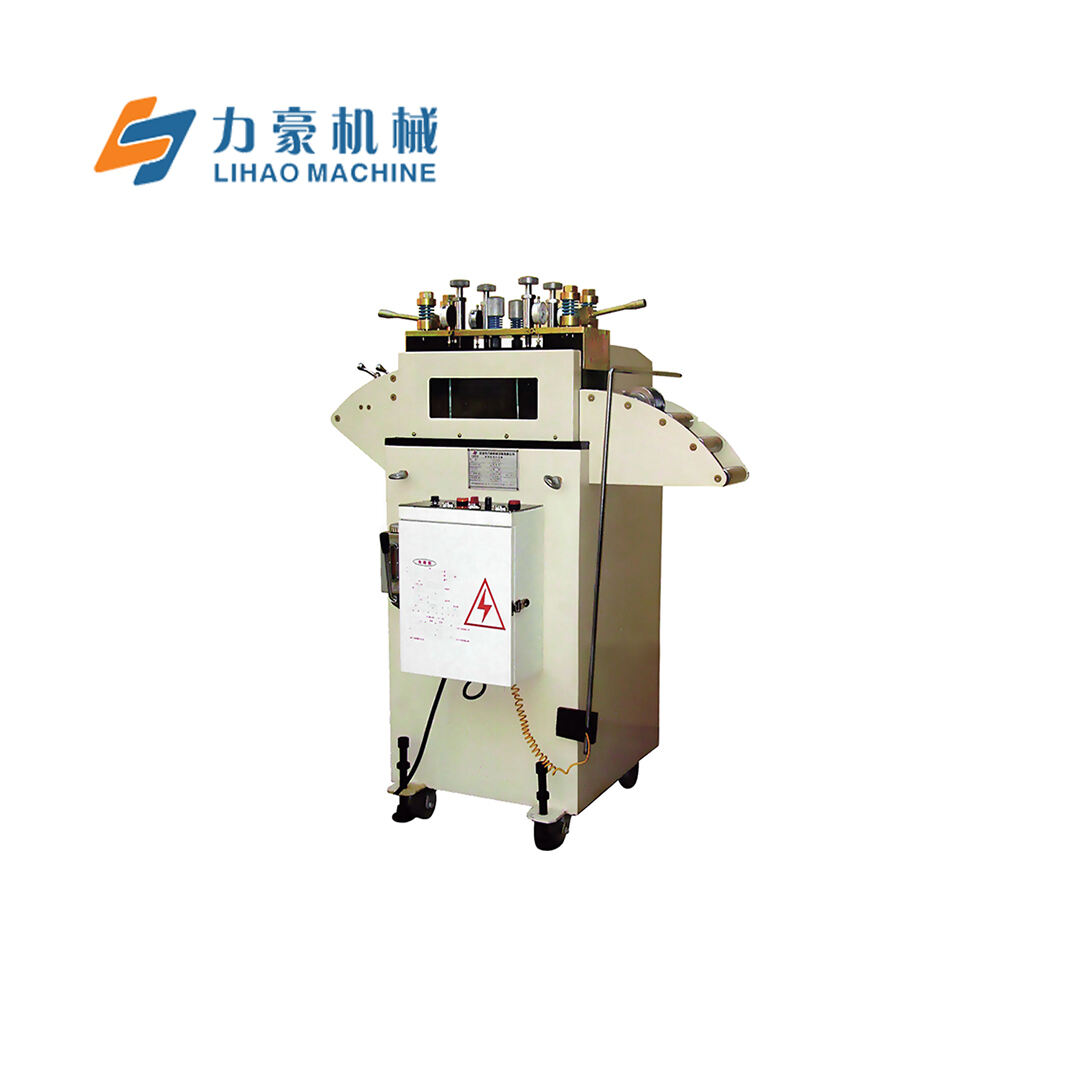
SPS Serisi Kesin Bobin Düzeltme Makinesi: Malzeme Kalınlık Aralığı 0.2mm - 1.5mm için Kesin Metal Plakası Düzleştirme
Paylaş
Farklı kalınlıkta malzemeler için sürekli döşeme kullanımı
Açılımcı makineyle birlikte çalışarak otomatik üretim için kullanılır
Özelleştirilebilir
Ürün Açıklaması
Özellik:
1. Bu düzeltme makinesi serisi, ince metal levha ürünlerinin kesin vuruşu için şirketimiz tarafından tasarlanmıştır. Herkesçe bilindiği gibi, düzleştirme ve gerilme azaltma olmadan yüksek kaliteli ürünler üretilmesi mümkün değildir. Bu nedenle, düzeltme makinesinin performansı üretimde kritik bir rol oynar.
2. Bu makinenin hem düzleştirme ruloarı hem de düzeltme yardımcı ruloları, ithal SUJ2'den yapılmıştır, HRC60°'e termal işlem uygulanmış ve sert krom plating sonrası her eksen için eşit sert krom katmanları ve şekil toleranslarını sağlamak üzere cilalanmıştır.
3. Bu makinenin seviye ayarı, bir şeritölçer ile donatılmış olan yüzen dört-nokta denge ince ayar cihazını kullanır, böylece seviye noktalarının hızlı tanımlanmasını sağlar.
4. Bu makine evrensel mafsallı aktarma ve üç-kasa tam aktarma sistemini kullanır, yüksek düzleştirme hassasiyeti gereksinimli ürünler için uygundur.
5. Düzleştirme rulmanlarının yanı sıra, malzeme üzerinde kaydırma baskısı uygulayan rehber rulmanları eklenmiştir, bu da hassasiyeti artırır.
6. Tamamı yüksek hassasiyetli yuvalara sahip ve geliştirilmiş bir yağlama sistemiyle donatılmıştır, bu da ömrünü uzatır.
7. S serisi precis düzleştirme makinesinin her bir düzeltme tekerleği, üretim sırasında herhangi bir bükülme veya deformasyonun yaşanmamasını sağlayarak ürünün düzgünlüğü kalitesini artırmak için seviye yardımcı tekerlekleriyle donatılmıştır.
8. Üst ve alt yardımcı rulmanlar sabitlenmiştir, bu da rulmanların esnekliğini artırır ve stres altında deformasyonu önler.
9. Üç katmanlı aktarım mekanizması, her bir düzeltilme rulosunu tek dişli aktarım tarafından oluşan geri dönüş toleransının birikimini azaltarak ve çelik levhasının düzgünlük gereksinimlerini geliştirmek için bağımsız olarak sürükler.
10. Malzeme, genişlik ve kalınlık değişikliklerinden dolayı, birleşik sayısal referans yoktur. Bu nedenle, sürekli üretimden önce istenen etki elde edildikten sonra malzemelerin küçük bir bölümüne doğru düzleştirilmesi önerilir.
11. Elde edilebilen en çok yönde uygulanabilir kesinlikte düzeltme makinesidir.
Giriiş:
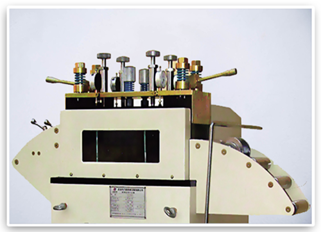

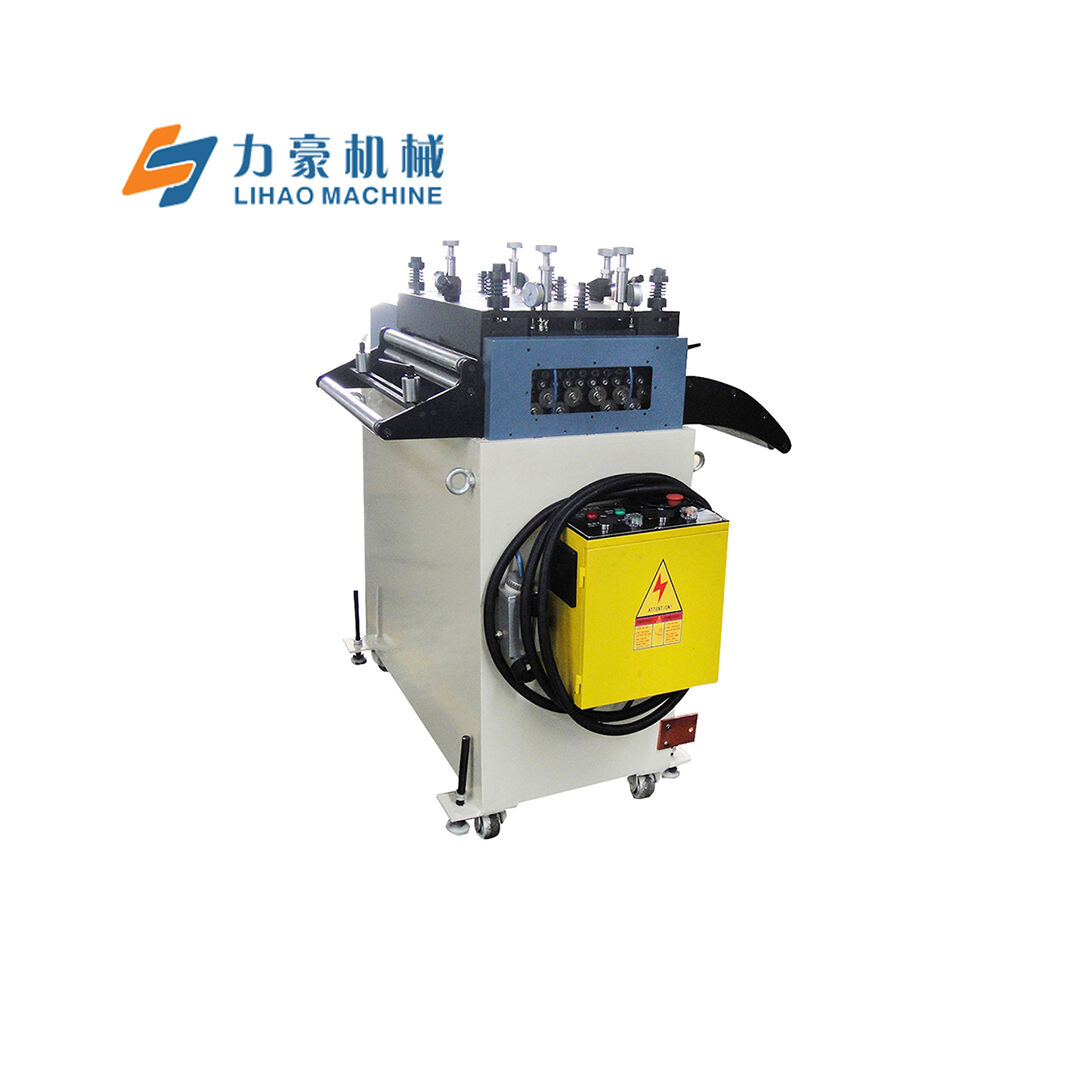
·Düzeltme Başlığı
1. Makine başı, toplam 19 kesinlikte düzeltme rulosu ile paralel rulo tasarımı benimsemiştir, üstte 9 ve altta 10 tane.
2. Dört nokta ince ayarı kullanılarak daha yüksek kesinliğe sahip ürünlerin işlenmesi için daha uygun hale gelmiştir. Girdi ve çıktıda dört nokta bağımsız basıncı ayarlanabilir besleme tekerlekleri basıncı, malzeme sapmasını ve deformasyonunu etkili bir şekilde önler.
3. Malzeme destekleyici rulo lar, bir bütün olarak şekillendirilmiş, yüzeyi çizilme ve aşınmaya karşı olan elektrikle galvanize edilmemiş rulo ları kullanmaktadır. Esnek ve dayanıklı dönmeler için mekanik yataklar kullanılmaktadır.
4. El ipi, yüzey elektroplating işlemi uygulanan döküm demir malzemesinden yapılmıştır ve en geleneksel tür el ipini temsil etmektedir.
5. İletim bölümü her iki yan için koruma kapakları kurulmuştur, kolay gözlem için gözetleme pencereleriyle donatılmışlardır.
·Düzleştirme rulosu
1. Düzleştirme rulo ları, orta frekans işlemden sonra kalınlaştırılmış elektroplating işlemine tabi tutulmuş katı yatak çeliği ile yapılmıştır. Yüzey sertliği HRC58'den az olmamalıdır, bu da malzemenin dayanıklılığını garanti altına alır.
2. GCr15 döküm yuvarlak çelik kullanılır, ön ısıtma işlemini (küreselleşmiş yumuşatma) geçiren, ardından törnüklemeye, frezeleme, orta frekanslı işleme, soğuk stabilizasyon için kabartma, hassas cilalama ve son olarak elektroplating uygulanır. Bu kapsamlı süreç, hassasiyeti, kontrisitliği, pürüzsüzlüğü ve sertliği maksimize ederek hizmet ömrünü uzatır. düzeltme rulo lar.


·İletim dişli
Dişli işleme süreci aşağıdaki adımları içerir: dişli boşluk makineleri - diş yüzeyi makineleri -ısıl işlem - diş yüzeyi cilalama. Boşluk öncelikle şeritlenerek, kesmeye uygunluğunu artırmak için geri sivitleme uygulanır; dişli tasarım çizelgelerine göre, ilkel makinelerde işleme yapılır, ardından yarı bitmiş, döner, kaydırılır ve dişli kazıyıcı ile temel dişli şekli elde edilir. Daha sonra, mekanik özelliklerini artırmak için ısıl işlem yapılır. Tasarım çizelgelerinin gereksinimlerine göre, son hassas işleme yapılır ve standartlarla dişli profilleri iyileştirilir. Bu süreçler aracılığıyla, dişlimizin 6. dereceye ulaşmasını sağlarız, yüksek aşınmazlık, yüksek dayanım ve uzun hizmet ömrü gösterir.
·Güç bölümü
1. 80-model yamalı dişli dikey azaltma kullanarak, dişlinin hız dönüştürücüsünü motorun dönüş hızını gerekli seviyeye düşürmek için kullanırız, böylece artırdığımız torkla bir mekanizma elde ederiz.
2. Düşük titreşim ve gürültü seviyeleriyle bilinen dikey bir motor kullanılır. Sabit rotor bölümü saf bakır bobinle donatılmış olup, standart bobinlara göre on kat daha uzun ömür özetmektedir. Her iki ucunda da küresel yuvalar bulunur ki, bu da sürtünmeyi ve sıcaklığı azaltmaktadır.


·Elektrik kontrol kutusu
1. Uzun süreli dayanımı sağlamak için tüm bakır bobinlerle donatılmış, yangın dirençli güvenlik tabanlarında bulunan gümüş alaşım röleler kullanıyoruz.
2. Güvenlik korumalı ayarlanabilir devre gecikme röleleri kullanılır. Gümüş alaşım temasları ve çeşitli gecikme gereksinimlerini karşılamak için birden fazla aralık düğmesi bulunur.
3. Anahtarlar, kendini temizleyen kaydırma temaslarıyla donatılmıştır. Normalde açık ve normalde kapalı temaslar, iki kutuplu işlem için ayrı bir yalıtım yapısı kullanır ve anti-dönme konumlandırıcılar ile anti-kayma montaj yastıklarıyla donatılmışlardır.
4. Işık ve çevik bir kuvvetle, orta seviye tuşlamaları olan ve modüler bir kombinasyon yapısıyla donatılmış kendini yenileyen düz basma düğmeleri kullanıyoruz. Temas noktaları, güçlü iletkenlik ve büyük akımları taşıma yeteneği olan ve 1 milyon döngüye kadar ömür süresine sahip keton tabanlı bileşik noktalara sahiptir.
·Döner göstergeli yağpompa
1. Hızlı ve kolay yağ teslimi için elle çalıştırılan bir yağ pompası kullanılmaktadır. İthal yağ mühafazaları yağ sızmasını önlemek için kullanılırken, ithal yaylar deformasyon ve eskilaşmadan korunur.
2. Hassas bir şekilde tasarlanmış bir yüzeyli çelik döner göstergesi, toz geçirmez cam ve içteki bakır eklemesiyle donatılmıştır. Göstergedeki bakır çekirdek, istikrarlılık ve hassas ölçüm için kullanılmaktadır.
Parametre:
| Model | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Kilif genişliği (mm) | 150 | 200 | 300 | 400 |
| Kalınlık (mm) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Hız (m/dk) | 16 | 16 | 16 | 16 |
| Motor (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Kabartma rulolu (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Kabartma rulolu miktarı (Adet) | 9/10 (Üst/Alt) | 9/10 (Üst/Alt) | 9/10 (Üst/Alt) | 9/10 (Üst/Alt) |
| Düzenli Rulo (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Düzenli Miktar (Adet) | 10/11 (Üst/Alt) | 10/11 (Üst/Alt) | 10/11 (Üst/Alt) | 10/11 (Üst/Alt) |
| Boyut (m) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |