



SSP Serisi S Tipi Kesin Metal Düzeltme Cihazı: 0mm-1.6mm Malzeme Kalınlığı için Uygun Metal Bobin Düzleştirme
Paylaş
Farklı kalınlıkta malzemeler için sürekli döşeme kullanımı
Açılımcı makineyle birlikte çalışarak otomatik üretim için kullanılır
Özelleştirilebilir
Ürün Açıklaması
Özellik:
1. S tipi yüksek hızlı besleme ve düzleştirme makinesi, çekiç makinesi ile eş zamanlı beslemeyi gerçekleştirmek için gerekli bir cihazdır. Besleme hızını bir frekans çevirici aracılığıyla kontrol eder. Malzeme, bir tampon halka kanalı aracılığıyla çekiç makinesine girer. Besleme işlemi, durdurma, başlatma, hızlandırma veya yavaşlatma için fotoelektrik anahtarlar tarafından kontrol edilir, böylece çekiç makinesiyle eşzamanlılık sağlanır.
2. Bu düzeltme makinesi serisi, şirketimizin S-serisi düzeltme makinelerinin güncellenmiş versiyonudur ve özellikle ince plaka metal ürünleri için hassas delik açma işlemi için tasarlanmıştır. Düzleştirme ve gerilme azaltmadan yüksek kaliteli ürünler üretilmesinin mümkün olmadığını herkes bilir. Bu nedenle, düzeltme makinesinin performansı üretimde kritik bir rol oynar.
3. Düzleştirme ruloları, ithal SUJ2 malzemesi kullanılarak üretilmiş, HRC60 sertliğe kadarısılterişli ve sert crom plating uygulanmasından sonra her bir eksen için şekil toleranslarını ve均匀sert crom katmanlarını sağlamak üzere işlenmişlerdir.
4. Bu makinenin düzleştirme ayarı, düzleştirme noktalarını hızlıca tespit etmeyi mümkün kılan kaydırmalı dört-nokta denge hassas ayar cihazını kullanır.
5. Makine tamamı yüksek hassasiyetli轴承ler kullanılarak yapılmıştır ki bu da ömrünü uzatmaktadır.
6. Malzeme, genişlik ve kalınlık değişikliklerinden dolayı evrensel bir sayısal referans yoktur. Dolayısıyla, sürekli üretim başlamadan önce istenen etki elde edildiğinde malzemeden küçük bir bölümü doğrultma testi yapmak önerilir.
7. Bu makinenin aktarım dişli grubu, operatörlerin güvenliğini sağlayarak etkili bir koruma sağlaması için makine gövdesinin dışında yer alır ve yağ lamayı kolaylaştırır.
Giriiş:

·Düzleştirme başı
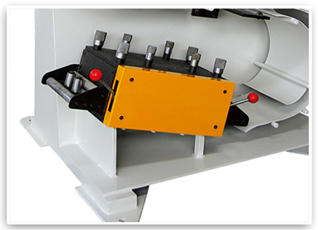
1. Makine başı, toplam 15 adet keskin düzeltme bobini olan paralel bobinlerle tasarlanmıştır, bunların 7 tanesi üstte ve 8'i alttadır.
2. Dört nokta ince ayarı kullanılarak yüksek hassasiyetli ürünlerin işlenmesi için daha uygun hale getirilmiştir. Girdi ve çıktıda dört nokta bağımsız basıncı ayarlanabilir besleme tekerlekleri kullanılarak malzeme sapması ve deformasyonu etkili bir şekilde önlenmiştir.
3. Malzeme destekleyici ruloolar, tek bir birim olarak şekillendirilmiş, güçlendirilmemiş galvanize ruloolar kullanır ve çizilme ve aşınmaya karşı dayanıklı bir yüzeye sahiptir. Esnek ve dayanıklı dönmeyi sağlamak için mekanik yataklar kullanılır.
4. Elektroplazma ile yüzey tedavisi yapılan döküm demir el tekerlekleri, en geleneksel türde el tekerleği temsil eder.
5. İletim bölümü her iki yan için koruma kapakları kurulmuştur, kolay gözlem için gözetleme pencereleriyle donatılmışlardır.
·Düzleştirme tekerlekleri
1. Düzeltme rulooları, orta frekans işlemden sonra kalın elektroplazma tedavisi uygulanmış katı yatak çeliğiyle yapılmıştır ve malzemenin dayanıklılığını garanti etmek için yüzey sertliği HRC58'den daha az olmamalıdır.
2. GCr15 döküm yuvarlak çeliği kullanılır, ön ısıtma işlemini (küreselleştirici yumuşatma) geçiren malzeme daha sonra törnüklemeye, frezeleme, orta frekanslı işleme, soğuk stabilizasyon için kabartma, hassas cilalama ve nihayetinde elektroplating tabi tutulur. Bu süreç, doğruluğu, kontrisitliği, pürüzsüzlüğü ve sertliği maksimize ederek düzeltme rulolarının ömrünü uzatır.


·İletim dişlisi
Dişli üretim süreci birkaç aşamadan geçer: dişli kasarlıması, diş yüzeyi makinalandırma,ısıl işlem ve diş yüzeyi tamamlama. Kasarlama sürecinde esas olarak şimdi kullanılır ki, bu şimdi normalleştirme ile machinability artırılır ve kesim kolaylaştırılır. Dişli tasarım belirtileri doğrultusunda, ilkel makinalandırma yapılır, ardından yarı bitişik, döner, rulo ve dişli şekillendirme temel dişli formunu elde etmek için yapılır. Daha sonra mekanik özellikler artırmak için ısıl işlem uygulanır. Tasarım gereksinimlerine göre, referans noktaları ve diş profillerini iyileştirmek için son bitişik yapılır. Bu süreçler sayesinde dişlimiz 6. sınıfı başarırlar, yüksek aşınmazlık, dayanıklılık ve uzun ömürlülükle övünür.
·Güç bölümü
1. 80-tipi yunut dişli dikey azaltıcı kullanılarak, bu dişli hız dönüşümü motordan (motor) gelen döner hızı istenen seviyeye düşürerek mekanizmadaki torku artırmayı sağlar.
2. Düşük titreşim ve gürültü seviyeleriyle bilinen dikey bir motorun kullanılması. Sabit rotor bölümü, ömürleri standart bobinlerden on kat uzun olan saf bakır bobinlere sahiptir. Sıvı basıncını düşürmeye ve düşük sıcaklığı korumaya yardımcı olmak için her iki ucunda da yuvarlak yataklar monte edilmiştir.

·Elektrik kontrol kutusu
1. Uzun süreli dayanımı için tüm bakır bobinleri ve yangın engelleyici güvenlik tabanlarıyla gümüş alaşımı röleler kullanır.
2. Gümüş alaşımı temaslar ve çeşitli gecikme aralıklarına uyum sağlamak için çoklu derece işaretleri bulunan güvenliğe yönelik circuit gecikme rölelerini uygular.
3. Kayan temaslı anahtarları kullanan, kendini temizleyen bir fonksiyona sahip anahtarları benimser. Her iki normal açık ve normal kapalı temas da ayrı bir yalıtım yapısına sahiptir, böylece farklı polarda çalışabilirler. Ayrıca, dönmeyi önleyen pozisyonlama ve gevşemeye karşı sabitleme yastıkları ile donatılmışlardır.
4. Hafif bir aktive kuvveti ve orta seviye tuş vuruşu olan kendini yenileyen düz düğmeleri entegre eder. İletim noktaları, güçlü iletkenlik sağlayarak ve 1 milyon döngüye kadar dayanıklı yüksek akımları taşımaya yetenekli asetonsa tabanlı bileşik malzeme kullanır.
Parametre:
| Model | SSP-150 | SSP-200 | SSP-300 | SSP-400 |
| Maksimum genişlik (mm) | 150 | 200 | 300 | 400 |
| Kalınlığı ((mm) | 0-1.6 | 0-1.6 | 0-1.6 | 0-1.6 |
| Hız ((m/dakika) | 60 | 60 | 60 | 60 |
| MOTOR(HP) | 2HP | 3 at gücü | 3 at gücü | 5HP |
| Hız ayarlama yöntemi | Φ24 | Φ24 | Φ24 | Φ24 |
| Boyut(mm) | 1060*1070*1320 | 1060*1120*1320 | 1060*1370*1320 | 1060*1470*1320 |