

STS Serisi İki Aşamalı Kalın Plaka Kesin Düzeltme Makinesi: 0.4mm - 2.2mm Malzeme Kalınlığı Aralığı için Metal Plakası Düzleştirme
Ürün Açıklaması
Özellik:
1. Bu serideki düzeltme makineleri, yüksek hassasiyetli döküm gerektiren orta kalınlıkta malzeme ürünlerinin özel olarak tasarlanmıştır. Herkesin bildiği gibi, bobin seviyesini düzeltecek ve gerilimi yok edecek bir sistem olmadan iyi ürünler üretilmesi mümkün değildir, bu nedenle düzeltme makinesinin performansı üretimde kritik bir rol oynar.
2. Malzemenin farklı noktalarındaki değişken eğrilik nedeniyle, tek bir düzleştirme rulo düzenlemesi yüksek hassasiyetli düzleştirme gereksinimlerini karşılayamaz. Lihao STS serisi yenilikçi olarak büyük rulolarla ilkel düzleme ve küçük rulolarla ince düzleme kavramını benimsemiştir, çeşitli düzenlemeler kullanılarak, ilkel düzleme ile bobininde tek bir yay oluşturma ve ardından ince düzleme ile bunu düzeltecek şekilde müşteri damgalama gereksinimlerini karşılamaktadır.
3. Bu makinenin düzleştirme ruloları ve düzleştirme yardımcı ruloları tümüyle ithal SUJ2'den yapılmıştır, HRC60° ye termal işlem uygulanmış, cilalanmış ve daha sonra sert crom plaka sonrası tekrar cilalanmıştır ki bu da her eksenin均匀sert crom tabakası ve şekil toleransını garanti etmektedir.
4. Bu makinenin ilkel düzleme bölümü, yüzdelik bir göstergedekle eşlenmiştür ve ormangu ve yunutayla senkron basma mekanizması kullanmaktadır, böylece düzleştirme noktası hızlıca bulunabilir.
5. Bu makinenin ince düzleştirme seviye ayarı, yüzde göstergesi ile donatılmış bir kayar dört-nokta denge ince ayar cihazını kullanmaktadır, böylece seviye noktası hızlıca bulunabilir.
6. Bu makine evrensel mafsallı sürüş sistemini kullanır ve tam dişli sürüşle donatılmıştır, yüksek düzleştirme doğruluğu gerektiren ürünler için uygundur.
7. Düzleştirme rollarının yanı sıra, malzeme üzerinde baskı uygulayan rehber tekerleklerin eklenmesi doğruluğu daha da artırmaktadır.
8. S serisi hassas düzleştirme makinesinin her bir düzleştirme rolü, üretim sürecinde bükülme deformasyonuna uğramamasını sağlamak ve ürünün düzlik kalitesini artırmak amacıyla seviye yardımcı rollarıyla donatılmıştır.
9. Üst ve alt yardımcı rollar her ikisi de sabitlenmiştir ki bu üst ve alt rolların esnekliğini artırır ve kuvvet altındaki deformasyonu engeller.
10. Malzeme, şerit genişliği ve kalınlık farklılıkları nedeniyle birleşik sayısal bir referans yoktur. Bu nedenle, toplu üretimden önce düzleştirme için malzemeden küçük bir bölüm almak önerilir ve istenen etki elde edildikten sonra üretim devam edebilir.
Giriiş:
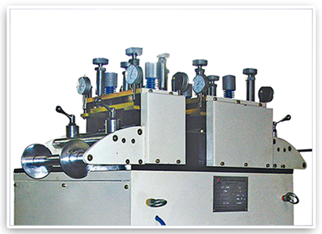

·Düzleştirme başı
1. Makine başı paralel bobin tasarımı kullanır, toplamda 15 adet hassas düzleştirme bobini bulunur, üstte 7 tane ve altta 8 tane.
2. Dört nokta ince ayar sistemini kullanarak, yüksek hassasiyetli ürünlerin işleme daha uygun hale gelir. Giriş ve çıkış malzemeleri, dört nokta bağımsız basıncı ayarlanabilir besleme bobinleri tarafından düzenlenir, böylece malzeme sapması ve deformasyonu etkili bir şekilde önlenir.
3. Malzeme destek bobinleri güçlendirilmemiş galvanize drum tasarımı kullanır, entegre malzeme modellemesi ile çizilme ve aşınmaya karşı dayanıklıdır. Mekanik yataklarla donatılmışlardır, bu da esnek rotasyon ve uzun süreli dayanıma sahiptir.
4. Yüzey elektroplating işleme uygulanan döküm demir bir el tekerleği ile donatılmış olup, en geleneksel tür el tekerleğini temsil eder.
İletim kısmının her iki yanına koruyucu kapaklar takılmıştır ve gözlem için gözetleme pencereleriyle donatılmışlardır.
·Düzleştirme tekerleği
1. Düzleştirme ruloarı katı yuva çeliği ile yapılmış olup, orta frekans işlemden sonra kalın elektroplating işleme tabi tutulur, bu da malzemenin dayanıklılığını garanti altına almak için yüzey sertliğini HRC58'den daha az olmamasını sağlar.
2. GCr15 yuvarlak çelikten dökülmüş olan malzeme, önısıcı işlem (küreselleştirilmiş yumuşatma) geçer, ardından çevirmek, freze etmek, orta frekans işleme, kabartma, soğuk stabilizasyon, hassas kabartma ve son olarak elektroplating işlemlerine tabi tutulur. Bu süreç, kesinliği, merkezleme, yüzey pürüzsüzlüğü ve sertliği maksimize ederek düzleştirme rulolarının hizmet ömrünü uzatır.


·İletim dişli
Dişli üretim süreci aşağıdaki adımları içerir: ilkel dişli boşluk oluşturma - diş yüzeyi işleme -ısıl işlem - diş yüzeyi cilalama. İlkel dişli boşluğu çoğunlukla formlamalar kullanılarak yapılır ve kesim işleme türlerini iyileştirmek için normalleştirme uygulanır, bu da kesimi kolaylaştırır. Dişli tasarım çizelgelerine göre ilkel makina işi yapılır, ardından yarı bitmiş, çeviri, kaydırma ve dişli şekillendirme işlemleri temel dişli yapısını oluşturur. Daha sonra mekanik özelliklerin iyileştirilmesi için ıslak işlem yapılır. Çizelge tasarım gereksinimlerine uygun olarak son hassas makina işi yapılır, referans standartları ve dişli profilleri iyileştirilir. Bu süreçler sayesinde dişli seviyemiz 6'ya ulaşabilir, yüksek aşınma dayanımı, yüksek kuvvet ve uzun hizmet ömrü sağlar.
·Güç bölümü
1. 80-tür yılan dişli dikey azaltıcıyı kullanır, dişlinin hız dönüştürücüsünü kullanarak motorun (motor) dönüş hızını istenen hiza indirir ve daha büyük torkla bir mekanizma elde eder.
2. Düşük titreşim ve düşük gürültülü dikey motörü kullanır, sabit rotor kısmı saf bakır bobinlerle donatılmış olup, normal bobinlere göre on kat uzun ömür gösterir ve her iki ucunda da küresel yataklar bulunur, bu da düşük sürtünme ve sıcaklığa neden olur.


·Elektrik kontrol kutusu
1. Gümüş alaşımlı rölatörleri, tamamen bakır bobinleri ve yangın engelleyici güvenli tabanları kullanır, böylece dayanıklılık ve uzun ömürlülük sağlar.
2. Güvenlikli devre gecikme rölatörlerini kullanır, gümüş alaşımlı temaslar ve çeşitli gecikme aralıklarına uyum sağlamak için çoklu düğme seçeneği vardır.
3. Anahtarlar kaydırma temas tasarımı ile donatılmıştır ve kendini temizleme fonksiyonuna sahiptir. Normalde açık ve normalde kapalı temas başları ayrı bir yalıtkan yapıya sahiptir, iki kutuplu işlemi sağlar, dönmeyi önleyen pozisyonlama ve gevşemeyi önleyen montaj yastıkları vardır.
4. Kendinden yeniden sıfırlama düğmeleri kullanır, hafif hareketli, uygun tuş seyrine sahip ve modüler birleşim yapısı vardır. Temas noktaları keton bazlı bileşik noktalardan oluşur, güçlü iletkenlik ve yüksek akım taşıma kapasitesine sahiptir ve maksimum 1 milyon çevrim ömrüne sahiptir.
·Düzi göstergeli sarı yağ pompa
1. Elle çalışılan yağ pompası kullanır, hızlı ve kolay yağ vermesini sağlar, ithal yağ mühürleri yağ sızmasını önlemek için ve deformasyona ve yaşamasına karşı dayanıklı ithal yaylarla donatılmıştır.
2. Hassas olarak tasarlanmış göstergeli çelik yüzde sayaç kullanır, toz koruyucu cam, içine bakır yataklar yerleştirilmiş ve bir bakır çekirdek ile donatılmış olup, stabil bir yapı ve doğru ölçüm sağlar.
Parametre:
| Model | STS-100 | STS-200 | STS-300 | STS-400 |
| Maksimum genişlik (mm) | 150 | 200 | 300 | 350 |
| Kalınlığı ((mm) | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 | 0.4-2.2 |
| Hız ((m/dakika) | 16 | 16 | 16 | 16 |
| MOTOR(HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Kablosuz çap düzeltmesi | Φ45 | Φ45 | Φ45 | Φ45 |
| Kablosuz poz sayısı | 2/3(Yukarı/aşağı) | 2/3(Yukarı/aşağı) | 2/3(Yukarı/aşağı) | 2/3(Yukarı/aşağı) |
| Hassas çap Düzleştirme | Φ34 | Φ34 | Φ34 | Φ34 |
| Hassas düzlük tekerlekleri | 7/8(Yukarı/aşağı) | 7/8(Yukarı/aşağı) | 7/8(Yukarı/aşağı) | 7/8(Yukarı/aşağı) |
| Boyut(M) | 1.6×1.0×1.5 | 1.6×1.05×1.5 | 1.6×1.15×1.5 | 1.6×1.2×1.5 |