



موٹی پلیٹ کے لئے بلند رفتار دقت کی Slitting لائن
- 1. بہترین ڈیزائن: عمدہ عمل کے لئے متوازن لاگوٹ کی گarranty
- 2. خودکار ممتازیت: کارکردگی اور دقت میں بہتری کے لئے پوری طرح سے خودکار
- 3. ایک جدید کنٹرول: سپریور مینیجمنٹ کے لئے ہائی پرفارمنس میتسوبشی پی ایل سی سسٹم کی تکامل
- 4. دقت کو بڑھانے والے اضافیات: مزید دقت کے لئے اختیاری CPC اور EPC سسٹمز، جو دیکوائلنگ اور ریکوائلنگ کی دقت میں بہتری لائیں گے
- 5. آسان عمل: استعمال کی آسانی اور حفاظت کو یقینی بنانے والے صلاحیت مندوں کے لئے واجہ
- 6. مطابق حل: خاص تقاضوں کو پورا کرنے کے لئے پوری طرح سے سفارشی
- 7. عالمی سپورٹ: سیاملس انٹیگریشن کے لئے دستیاب اوور سیز کمیشننگ خدمات
محصول کا تشریح
میٹل کویل سلٹنگ مشین
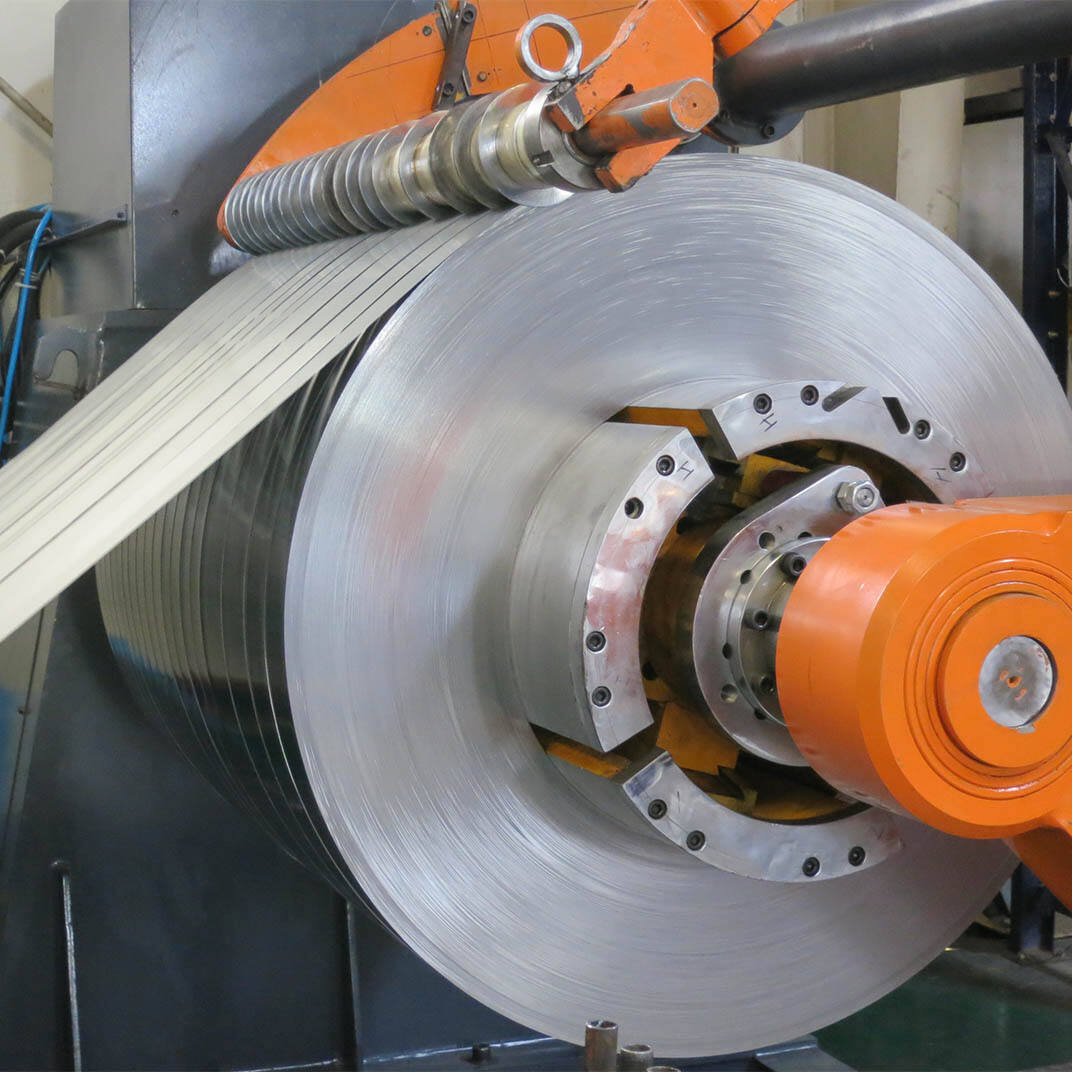
1. میکین کا بدن کا تختہ: انتگرل ویلنگ کے بعد، استرس ریلیف آنیالنگ تراپمنٹ لگایا جاتا ہے۔ یہ تین 30میم مضبوط بڑے بیس پلیٹس کا استعمال کرتا ہے تاکہ میکین کی ثبات میں بہتری آجائے۔
2. شوک ایبسورپشن ڈیزائن: میکین کے بدن میں شوک ایبسورپشنگ متریلز کو شامل کرنے کے لئے خالی جگہیں ہیں۔ موتار سٹرپ کٹنگ مین فریم سے الگ ہے اور ایک یونیورسل جوائنٹ شافٹ کے ذریعے جڑا ہوا ہے۔
3. کٹر شافٹ ڈیزائن: نیچے کا کٹر شافٹ ثابت ہے، جبکہ اوپر والے کٹر شافٹ کو ہاتھ سے چلانے والی میکنزم کے ذریعے چلا جاتا ہے۔ مووبل آرک پر لائنیار سلائیڈ ریلوں کی تنصیب ہوئی ہے، جس کے ذریعے ہاتھ سے اداles کی آسانی سے حذف کیا جا سکتا ہے اور آلے کو بدلنا آسان ہو جاتا ہے۔
4. کٹر شافٹ میٹریل اور ٹریٹمنٹ: اوپری اور نیچے کے کٹر شافٹ 42CrMn فجینگز سے بنے ہیں، جو کوئنچنگ اور ٹیمپرینگ ٹریٹمنٹ کو گذرایا جاتا ہے، سطحی ہارڈننگ کی سختی HRC52-57 ہوتی ہے۔ کٹر شافٹ کی دیامیٹر Φ120mm (+0 یا -0.03mm) ہے، اور اس کی مؤثر لمبائی 1300mm ہے۔
5. ڈرائیو سسٹم: نیچے کا کٹر شافٹ ایسی 7.5kW ویریبل فریکوئنسی سپیڈ ریگولیٹنگ موتار کے ذریعے چلا جاتا ہے، جس کی سپیڈ کی رینج 0-120 rpm ہوتی ہے۔ اوپری کٹر شافٹ گیر ڈرائیو کا استعمال کرتا ہے۔
6. نیچے کا مین شافٹ کی بلندی: 800mm۔
7. کٹر شافٹ کی صحت:
- کٹر شافٹ سینٹریسٹی: تین گیجز (بائیں، وسطی، دائیں) کے ذریعہ پیمانہ کیا جاتا ہے، تolerance ±0.01mm کے ساتھ (نیچے کا کٹر شافٹ اصل مرجع ہے، اوپر والے کٹر شافٹ کمکی مرجع ہے۔)
- کٹر شافٹ متوازیت: دونوں طرف نیچے اور اوپر کے کٹر بلیڈ کو متوازن طور پر لگایا جاتا ہے اور گیج بلاکس کے ذریعہ درست کیا جاتا ہے۔ نیچے کا کٹر شافٹ اوپر والے کٹر شافٹ کو درست کرنے کے لئے اصل مرجع ہے، tolerance ±0.01mm کے ساتھ۔
- کٹر شافٹ سائیڈ متوازیت: گیج کے ذریعہ کٹر شافٹ کی شروعی پوزیشن کو پیمانہ کیا جاتا ہے، tolerance ±0.005mm کے ساتھ۔
8. کٹر بلیڈ: ہارڈ الیویم متریل کے استعمال کو سفارش کی جاتی ہے جس کا ہارڈنیس HRA90-95 ہوتا ہے۔ کٹر بلیڈز اور اسپیسرز کی ترکیب کو بہتر بنانے کے لئے کٹنگ سپیفیکیشنز کو پورا کرنے کے لئے۔
(نوٹ: کٹر بلیڈز اور اسپیسرز ڈیوائس میں شامل نہیں ہیں اور ان کو مشتری کی ضروریات کے مطابق الگ سے تفاهم کیا جانا چاہئے۔)
موٹی پلیٹ کے لئے پیشہ ورانہ عالی رفتار کٹنگ لائن
I. مندرجہ بالا مندرجہ ذیل
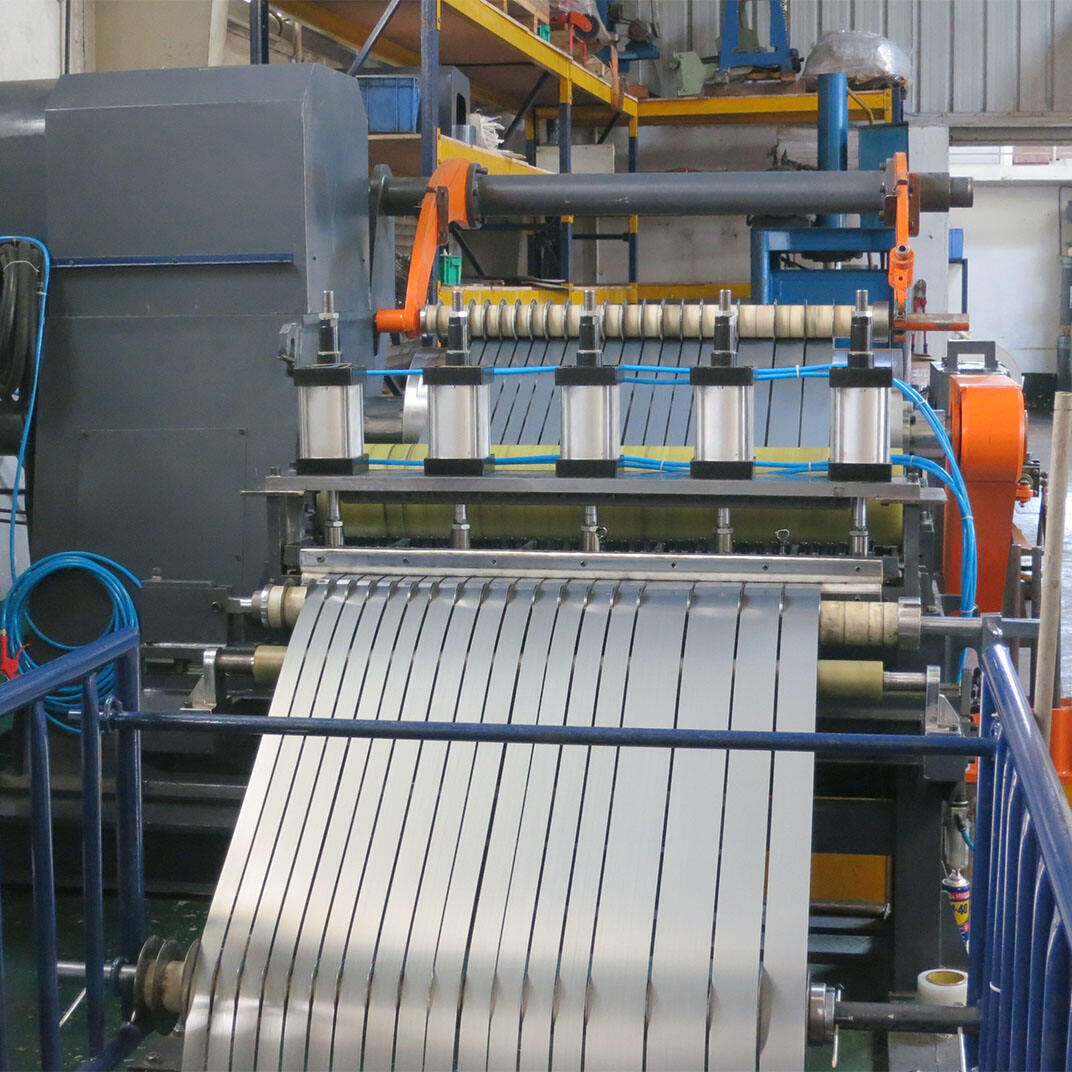
ہماری مکمل طاقت کے ساتھ بلنگ لائن مختلف تخصیصات والے ڈلز کو منظم طور پر پروسس کرنے کے لئے ڈیزائن کی گئی ہے، جو مضبوط انکویلنگ، بلنگ اور ریکویلنگ فراہم کرتی ہے تاکہ کسی بھی چاہیدہ چوڑائی کوils حاصل کیا جاسکے۔ یہ متعدد استعمال کیلئے قابل ہے اور وسیع طور پر سرد رول کیا گیا سٹیل، گرم رول کیا گیا سٹیل، نشستہ سٹیل، گیلنکسڈ سٹیل، الومنیم، سلیکون سٹیل، رنگین سٹیل اور پینٹ شدہ سٹیل کے وسیع پیمانے پر میٹل ڈلز کو ہاندل کرنے میں قابل ہے۔ صنعتی استعمال کے لئے وسیع طور پر استعمال ہوتا ہے جیسے کار خودرو، کنٹینر ماڈیویٹنگ، گھریلو آپریلز، پیکنگ اور کانسٹرکشن میٹیریلز میں۔
II. کلیدی خصوصیات
غور فکر سے ڈیزائن کردہ لیاؤٹ میں فائدہ اُٹھانے کے ذریعے، ہماری سلائٹنگ لائن پوری طرح خودکار طور پر کام کرتی ہے، جس سے بہت زیادہ کارآمدی، تولید، دقت اور کوالٹی کا یقین ہوتا ہے۔ یہ مسلسل اور منظم طور پر چلتی ہے، روشن ہائیڈرالیک سسٹم، بالقوه ساخت و ساز اور منطقی موقع کانفگریشن کی وجہ سے۔ ہم نے عالمی کنٹرول کے لئے میتسوبشی پی ایل سی کنٹرول سسٹم کو انٹیگریٹ کردیا ہے۔ اضافے میں، ہماری سلائٹنگ لائن کو دیکوائلنگ اور ری کوائلنگ کی دقت میں بہتری کے لئے اختیاری CPC اور EPC سسٹمز پیش کرتی ہے، جو آپ کے عملیاتی ضرورتوں کے لئے ایدیل حل ہے۔
III. ٹیکنیکل سپیسیفیکیشن
| نہیں، نہیں | ماڈل | خام مال | THK (mm) | چوڑائی (میلی میٹر) | آئی ڈی (ملی میٹر) | اوڈ (ملی میٹر) | وزن (t) | چوڑائی کی دقت (mm) | سلاٹ نمبر (ٹکے) | سلٹنگ کی چوڑائی (ملی میٹر) | رفتار (میٹر/منٹ) | صلاحیت (کیلو واٹ) | فلوڈ اسپیس (میٹر*میٹر) |
| 1 | 4.0x1600 |
کارٹن استیل غیر سارہ سٹیل آلومینیم یا دوسرا استیل مواد |
0.5-4.0 | 800-1600 | φ508/610 | ≤Φ1500 | ≤25 | ≤±0.1 | ≤24 | ≥30 | ≤120 | ≈220 | 25x7.5 |
| 2 | 6.0x800 | 1.0-6.0 | 200-800 | φ508/610/ 760 | ≤15 | ≤24 | ≥30 | ≤60 | ≈220 | 15x5.5 | |||
| 3 | 6.0x1600 | 1.0-6.0 | 800-1600 | ≤25 | ≤24 | ≥40 | ≤50 | ≈220 | 28x10.5 | ||||
| 4 | 9.0x1600 | 2.0-9.0 | 800-1600 | ≤Φ2000 | ≤25 | ≤12 | ≥60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3.0-12.0 | 1000-2000 | ≤35 | ≤±0.5 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤35 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | ||||
| PS: اپری مذیدین فہرست کے صرف مرجع کے طور پر ہیں، آپ کی درخواست کے مطابق سفارشی بھی بنایا جا سکتا ہے۔ | |||||||||||||
مین کمپنٹس
(1) کویل گاڑی
(2) ڈیڑھائی کا آلہ
(3) پکڑنے والے ادھار، سیدھا کرنے والا اور کاٹنے والے ماشین
(4) لوپر
(5) طرف سے گاہک
(6) فصل کرنے والی ماشین
(7) نفاyat واپس ڈیڑھائی (دونوں طرف)
(8) لوپر
(9) الگ کرنے والا اور دباؤ کا ادھار
(10) واپس ڈیڑھائی
(11) واپس ڈیڑھائی کے لئے نقل و حمل گاڑی
(12) ہائیڈرولک سسٹم
(13) پنیو میٹک سسٹم
(14) الیکٹریکل کنٹرول سسٹم
V. تکنیکل پروسیس
کویل کار → کویل کھولنا → چپٹا کرنا، سیدھا کرنا اور کویل ہیڈ کاٹنا → لوپر → گائیڈنگ → سلٹنگ → سائیڈ سکریپ ونڈنگ → لوپر → موٹر کے پیش تقسیم، تنشن → ریکوئیلنگ → آنلوڈنگ کار