



CL Seriyasi To'g'ri Turli Lavozimli Mashinasi va 2 v 1 Ko'lguncha Maydon Kal'thasi Uchun: 0.4mm~2.2mm
Boʻlishish
Uncoiler/tushunchi mashinasi
joyni tejang
Yuqori aniqlik
Mahsulot tavsifi
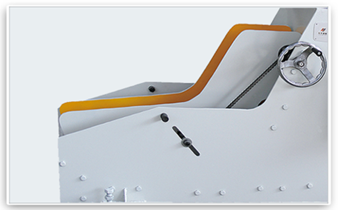
To'garak va Dekoilering kombinatsiyasi
Kradle turi decoiler va to'garak tuzatuvchi.
Kengayishli mandrel ishlatilmasdan, to'garak kradle ichidagi ishlatiladigan rolkada joylashtiriladi. Ushbu rolkalar to'garakni to'g'ri markazlashtirish uchun moslashuvchan tomonlangan paltarlar bilan tenglangan. Iltimos, jadoyliekoq to'garaklarni chegaralari bo'yicha ziyorat qilish uchun tomonlangan paltarlariga yana tomondagi rolkalar qo'shilishi mumkin.
Texnik xususiyatlar:
Xususiyatlari
1. Integratsionlangan material raf va to'garak tuzatuvchi minimal joy egallaydi va ko'p ishlatiladi.
2. Turli metallar to'garaklarning o'lchovini va ta'minotini to'g'ri qilish uchun mo'ljallangan.
3. Ta'minot tezligini kerak bo'lganidek boshqarish uchun maxsus cheksiz o'zgaruvchan tezlik qurilmasi sizga berilishi mumkin.
4. Material rack va to‘g‘inmachilik mashini bitta unitga integrallashtirilgan, zanjir haydovchi va khromiylangan valkalarga ega. Maxsus cheksiz o‘zgaruvchan tezlik qurulmasi bilan ta'minlangan, materialni ta'minlash tezligini boshqaradi va davomiylikni ta’minlaydi.
5. Material ta'minlash tomonidan ikki tomondan jihatli platalar orqali material shundan keyin ta'minlash valkalari tomonidan haydovchilar tomonidan amalga oshiriladi va tezlik to‘g‘inma bo‘limi tomonidan boshqariladi.
6. To‘g‘inma valkalari khromiylangan tomor 40CR tomori dan asoslangan, temperatsiya usuli, uchraytirilgan qurollash va khromiylangan qatorlar bilan ishlangan. Yuz hardnessi HRC60 darajasi va bir tomondan khromiylangan qatorlarning kaltsiysi 0.05mm, ulardan foydalanish juda davomiydir.
7. To‘g‘inma moslashtirish chotqirilgan o'lchovcha bilan boshqariladigan to'rt nuqtali mustaqil mikro-moslashtirishni tan oladi, oddiy va amaliyotli.
8. L-shape asosida ishlab chiqilgan metall rangirik induktsion rafas asosan to'qimlangan ishlab chiqarishda qulay va kichik og'irlikdagi materiallarga qulay bo'ladi. U avtomatik to'qimlash uchun ekonomik uslubga ega bo'lgan to'qimlangan produksiyaga qo'llaniladi.
Tuzilishi
·To'g'irlovchi sarvori

1. Mashinaning boshqa qismi 7 ta to'g'riqlash rollari (yuqorida 3 ta va pastda 4 ta) bilan parallel roller dizayni qabul qiladi.
2. To'rt nuqtali mikro-regulyatsiya qo'llaniladi, bu esa baland darajadagi aniqlikka ega mahsulotlarni ishlash uchun ko'proq qulay. To'rt nuqtada o'zgaruvchan bosim sozlanishi materialning noto'g'ri ravishda joylashishi va formasining o'zgarishi oldini olish uchun qo'llaniladi.
3. Materialni qo'llab-quvvatlash uchun galvanizlangan passive rollar ishlatiladi, ulardagina yuzalar xatosiz va istiroqdan himoyalangan. Ulardagi mekhanik bearinglar tez-tezayillik va davomiylikka ega.
4. Klassik estetik uchun qayta elektroplastika qilinuvchi chelak demir qo'llanma doyirlari ishlatiladi.
5. Transmissiya qismining ikki tomoniga himoya muqovasi o'rnatilgan va qulay nazorat uchun ko'rish oynalari mavjud.
·Rakka bo'limi
1. Ushbu texnika material rakka va to'g'irlash unitining integrallangan dizayni orqali joy foydalanishini maksimallashtiradi.
2. Material rack cantilever balka bilan dizayn qilingan va barcha ramka paltalari lazer yoki plazma kesish uchun ishlangan, bu esa baland to'g'rilik va yaxshi texnika almashtirishligini ta'minlaydi.
3. Barcha qismlar sonli birikmalar (NC) va kompyuterli sonli birikmalar (CNC) orqali amalga oshirilgan va yaxshi almashtirish imkoniyatini ta'minlaydi.
4. Umumiy struktura oddiy va texnika hisobidan oson, tez va qulay, muhim bo'lmagan ishchi ham quruvchi va qismlarini almashtirishi mumkin bo'ladi va xizmatlash xarajatlari kattaroq kamayadi.


·Toʻpralarni tozalovchi rolka
1. To'g'irlash rollarlari solid podosh'li metalldan tuzilgan va orta chastotali masla va keyinchalik qo'tarilgan galvanik plastifikatsiya orqali amalga oshirilgan va materialning davom etishi uchun kamida HRC58 dan past emasligini ta'minlaydi.
2. GCr15 yuqori temperaturada qurulgan yuvarlak tellar ishlatiladi, oldindan garmoylangan (sferoidlik uchun normirovka) bo'lgan, keyin esa tornelash, millashish, o'rta chastotali muamalat, kasrlash, sovuq stabilizatsiya, toqiqlov va nihoyatan elektroplaviya amalga oshiriladi. Ushbu jarayon aniqlik, markazlanish, turliqlilik va qattiqlikni maksimal darajada oshiradi va shuningdek tozalovchi rollerning xizmat muddatini uzaytiradi.
·Transmissiya diqqati
Dentallik mashinlash jarayoni quyidagi bosqichlarni o'z ichiga oladi: denta blanki mashinlashi - yuzaga kirish mashinlashi - issiq muamaloti - yuzaga millashish.
Denta blankasi asosan formash va keyin uni kesish uchun mashinalikini yaxshilash maqsadida normirovka amalga oshiriladi.
Куриш схемаси бўйича, асосий машиналаштириш ўтказилади, ундан соunga ярим точлиқ машиналаштириш, мазкур турдаги чарвак ва шурша кесиштуриш орқали ҳамда шурша формаси ҳосил қилинади. Кейин, механикалык хусусиятларни янгилаш учун иси жарафати амалга оширилади. Дизайн талаблари бўйича, нihайий точлиқ машиналаштириш амалга оширилади, манифест ва шурша профилини янгилаш учун. Ушбу жарафатлар орқали, бизнинг шуршалар 6-синфга эга бўлади, юқори износ масофаси, юқори куч ва узун хизмат кечирishi билан.


·Energiya bo'limi
1. 80-turli чарвакли вертикال редуктордан фойдаланади, ушbu редуктор тезликлар айирбоцаsi орқали электродвигатель (мотор) тезлигini керакли тезликга тушуради ва ушbu вақтда куч таьсирини оширади.
2. Вертикаль электродвигач билан таъмин этилган, унинг вибрацияси ва шуми кам, статор бўлимидаги чистий меди спираллари ординар спираллардан унгликча он маротаба узун жамғыяга эга. Ики тонгачда шарикли бeringлар орнатилган, ичкисими камайтириб, температура нормалаштирилади.
·Elektrik kontrol quti
1. Barcha moyda spirallari bilan saf argenton relayslaridan foydalanilgan va yang'ilanadigan xavfsizlik asosida ishlab chiqarilgan, bu esa davom etuvchanligini ta'minlaydi.
2. Xavfsizlik uchun muvofiqlik to'g'risidagi muammolarni hal qilish uchun moslashtirilgan devor yuritish vaqtini ozgartirish mumkin bo'lgan relayerlardan foydalaniladi, bu esa kumush chilzakli kontaktlar bilan birga ko'p tartibda moslash imkoniyatiga ega.
3. Peremklar slayd kontaktdagi dizayn bilan ishlaydi va o'z-o'zini tozalovchi funktsiyaga ega. Oddiy va yopiq kontaktlar alohida izolyatsiya strukturasidan foydalanadi, ikkiqat ishlash uchun imkoniyat beradi va aylantirishdan himoyalash va chiqib ketish orqali sabitlanadigan podushkalarga malik.
4. O'z-o'zidan tiklanadigan bosish tugmasi bilan ishlatiladi, uni ichki qurolligi yengillik bilan bosiladi va o'rtacha harakat qiladi. Kontaktlar modullar kombinatsiyasi strukturasidan foydalanadi va keton asosidagi murakkab nuqtalar bilan yetakchi qurshamlikni taqdim etadi, katta jarimlarni harakat qilish va 1 million sikl gacha hayot miqdori bilan xizmat qilish mumkin.
|
model |
CL-150 |
CL-200 |
CL-250 |
CL-300 |
|
Material Kengligi |
150mm |
200mm |
250mm |
300mm |
|
Qalinlik |
0.4~2.2mm |
|||
|
Uylash tashqi Diametri |
800mm |
|||
|
Spiral og'irligi |
350 kg |
400kg |
500 kg |
500 kg |
|
Tezlik |
15m/min |
|||
|
Motor |
1/2hp/4p |
1hp/4p |
1hp/4p |
1hp/4p |