
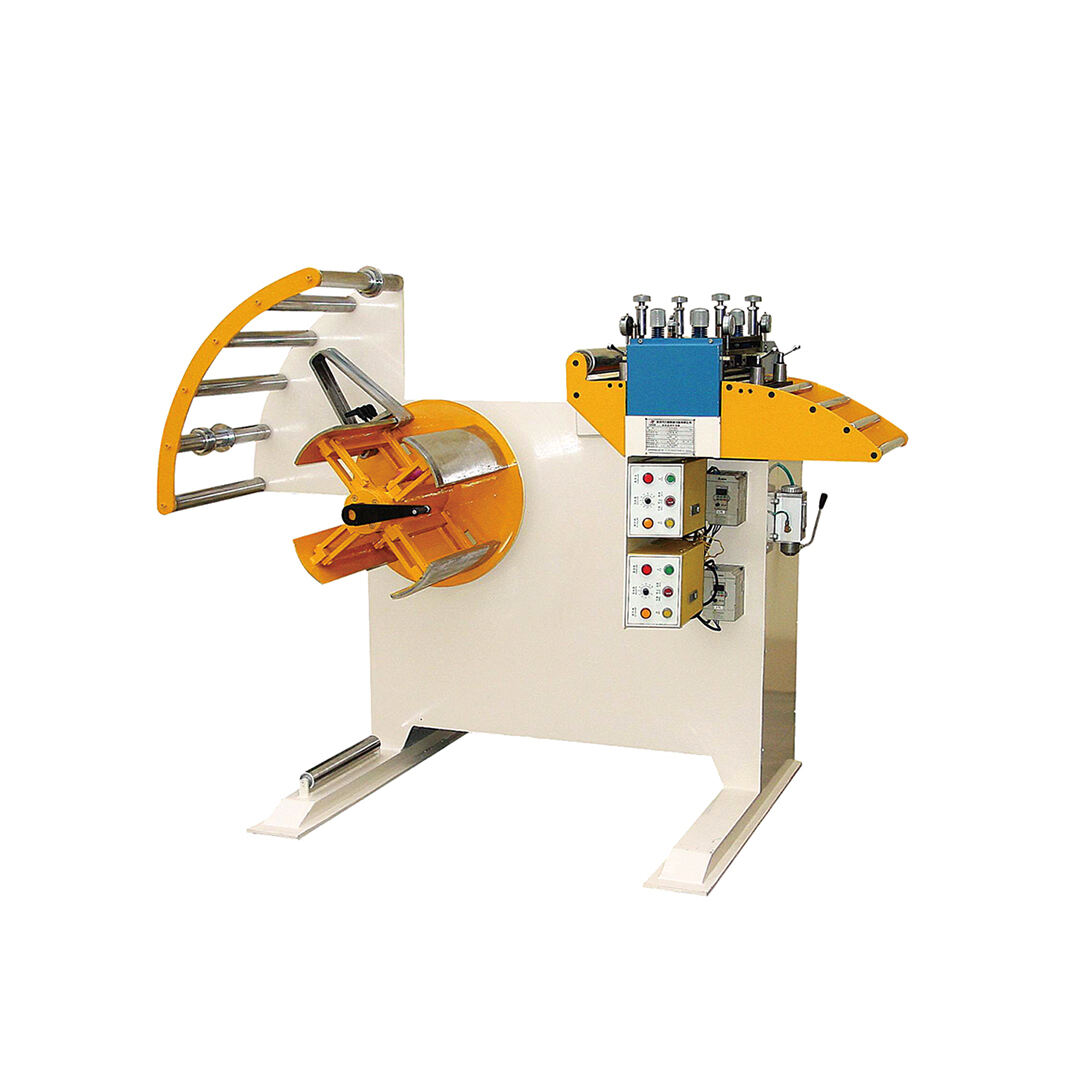

GO-B Seriyasi Tozalovchi va Uncoilerga 2 v 1 Metal Ko'il Ta'minoti Tizimi Yuzalar Kal'thasi Uchun: 0.1mm~0.8mm
Boʻlishish
Uncoiler/tushunchi mashinasi
joyni tejang
Yuqori aniqlik
Mahsulot tavsifi
To'garak va Dekoilering kombinatsiyasi
Xususiyatlari
1. Karkas va to'garak mashini birlashtirish montaj joyini kamaytiradi, materialni to'garak qilishdagi o'tkazma bosqichlarini minimal holga keltiradi va mashining performansini maksimallashtiradi.
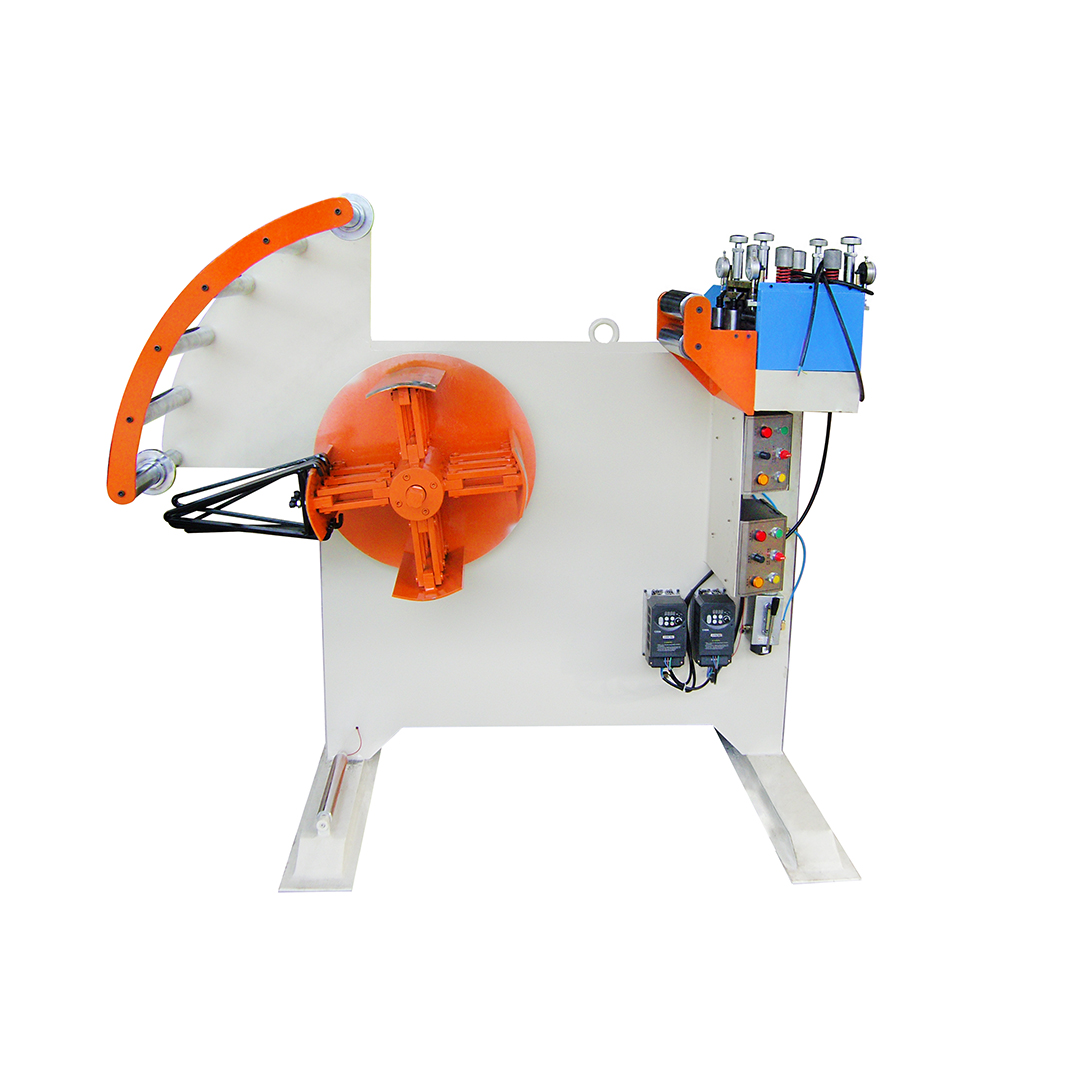
2. Karkas va to'garak mashini alohida kontrol kabinetlari bilan boshqariladi, har birida chastota o'zgartiruvchi mavjud, bu ishlashni yetarli ravishda yaxshilaydi va mashinalarga ko'proq effektiv himoyalarni ta'minlaydi, tashqi qurollardan sabablanadigan deformatsiya yoki tortishni oldini oladi.
3. Ikki mashina ham universallik bilan bog'liq muvofiqlik va butun yopish transmissiyasidan foydalanadi, ushbu rollarning pasiv aylantirilishi va material bo'g'ini zararlanganligini effektli ravishda oldini qiladi.
4. Rulalarda skalyar indikatorlar bor, bu esa tozalash nuqtalari ni tez topishga yordam beradi.
5. Orqa bosim rulalarining qo'shilishi tozalash rulalarining ziddiyati ni oshiradi va ularga superior tozalash natijasi beradi.
6. Tizim komponentlari sonining oshishi mashina ishlaydigan davri ni uzaytiradi.
7. Material rack tozalash uchun kuch alohida va chastot konverterlar bilan boshqariladi, ikkinchi material formaviyishi ni effektli ravishda oldini qiladi va chiziq mahsulotlarning sifatini yaxshilaydi.

·To‘g‘rirovchi golyovka
1. Mashinaning boshqa qismi 7 ta to'g'riqlash rollari (yuqorida 3 ta va pastda 4 ta) bilan parallel roller dizayni qabul qiladi.
2. Tort nuqta mikro-regulirovka ishlatilishi orqali, bu usul baland darajada aniqlikka ega mahsulotlarni qayta ishlash uchun yaxshi bo'ladi. Ta'minot va yukni olib tashlash jarayonida ta'minot dairedagi tort nuqta mustaqil bosim regulirovka materialning noto'g'ri ravishda ko'tarilishi va formasi o'zgarishi oldini oladi.
3. Material qo'llab-quvvatlash uchun galvanizlangan pasiv rollardan foydalaniladi, umumiy shaklda yasalgan va yuzaga oshkorayotgan va istiroqga muqovvayotgan. Ular mekhanik bearinglardan foydalanadi va mashxur va davom etadigan aylanishni ta'minlaydi.
4. Klassik estetik uchun qayta elektroplastika qilinuvchi chelak demir qo'llanma doyirlari ishlatiladi.
5. Transmissiya qismining ikki tomoniga himoya muqovasi o'rnatilgan va qulay nazorat uchun ko'rish oynalari mavjud.
·tushiqchilik rollyori
1. To'g'riroq rollari yopishmaydonli tomor qog'ozidan asoslangan, o'rta chastotali davlatdan keyin qatorlik elektroplastika amalga oshiriladi, bu materialning kuchli davomiyligini ta'minlaydi va HRC58 dan past emasligini ta'minlaydi.
2. GCr15 qurollanma yuqori tomorli tomor qog'ozidan foydalanilgan, bunda avvalgi issiq davlat (sferoidallashgan annealing) amalga oshiriladi, so'ngra turavtirish, millash, o'rta chastotali davlat, kasarli tozalash, sovuq stabilizatsiya, aniq millash va oxirida elektroplastika amalga oshiriladi. Bu protsess aniqlik, markazlanish, tushlik va kengayishi orqali to'g'riroq rollarining xizmat muddatini uzaytiradi.

·Transmissiya diqqati
Dentallik mashinirovka jarayoni quyidagi bosqichlarni o'z ichiga oladi: dentallik kasr mashinirovkasi - yuza mashinirovkasi - istalgan ishlatish - yuza to'shtirilishi. Kasr mashinirovka asosan shakllantirishni o'z ichiga oladi, keyin esa undagi mashinirovkalikni yaxshilash uchun normirovka amali bajaringan bo'ladi, bu esa kesishmani osonlashtiradi. Dentallik dizayn chizmasiga muvofiq, kasr mashinirovka amalga oshiriladi, keyin esa asosiy dentallik shakllantirilishi uchun yarim-to'g'ri mashinirovka amalga oshiriladi, bu erta turdagi kesish va shakllantirish amallari orqali amalga oshiriladi. Shundan so'ng, mekhanik xususiyatlarni yaxshilash uchun istalgan ishlatish amali bajaringan bo'ladi. Chizmadagi dizayn talablarga muvofiq, oxirgi to'g'ri mashinirovka amalga oshiriladi, bu esa referens yuzaga va dentallik profillariga to'g'ri tushadi. Ushbu jarayonlar orqali bizning denta lar 6-darajani ta'minlaydi, uzun ish jamiysi, yuqori daymond va kuchli bo'lishi bilan bir qatordan.
·Kadroviy qism
1. Ushbu texnika material raf va to'g'irlash unitining integrallangan dizayni qabul qilgan, joy foydalanishini yaxshilaydi.
2. Material rack cantilever balka bilan dizayn qilingan va barcha ramka paltalari lazer yoki plazma kesish uchun ishlangan, bu esa baland to'g'rilik va yaxshi texnika almashtirishligini ta'minlaydi.
3. Barcha qismlar sonli birikmalar (NC) va kompyuterli sonli birikmalar (CNC) orqali amalga oshirilgan va yaxshi almashtirish imkoniyatini ta'minlaydi.
4. Umumiy struktura oddiy va texnika hisobidan oson, tez va qulay, muhim bo'lmagan ishchi ham quruvchi va qismlarini almashtirishi mumkin bo'ladi va xizmatlash xarajatlari kattaroq kamayadi.


·ELEKTR KONTROL QUTISI
1. Barcha moyda spirallari bilan saf argenton relayslaridan foydalanilgan va yang'ilanadigan xavfsizlik asosida ishlab chiqarilgan, bu esa davom etuvchanligini ta'minlaydi.
2. Xavfsizlik uchun muvofiqlik to'g'risidagi muammolarni hal qilish uchun moslashtirilgan devor yuritish vaqtini ozgartirish mumkin bo'lgan relayerlardan foydalaniladi, bu esa kumush chilzakli kontaktlar bilan birga ko'p tartibda moslash imkoniyatiga ega.
3. Peremklar slayd kontaktdagi dizayn bilan ishlaydi va o'z-o'zini tozalovchi funktsiyaga ega. Oddiy va yopiq kontaktlar alohida izolyatsiya strukturasidan foydalanadi, ikkiqat ishlash uchun imkoniyat beradi va aylantirishdan himoyalash va chiqib ketish orqali sabitlanadigan podushkalarga malik.
4. O'z-o'zidan tiklanadigan bosish tugmasi bilan ishlatiladi, uni ichki qurolligi yengillik bilan bosiladi va o'rtacha harakat qiladi. Kontaktlar modullar kombinatsiyasi strukturasidan foydalanadi va keton asosidagi murakkab nuqtalar bilan yetakchi qurshamlikni taqdim etadi, katta jarimlarni harakat qilish va 1 million sikl gacha hayot miqdori bilan xizmat qilish mumkin.
·Energiya qismi
1. 80-turli chishtirgich vertikal reduceri ishlatilgan, bu konstruksiya chorvoning tezlik almashtiruvchisidan foydalanib, motor (motor)ning aylanma tezligini kerakli tezlikka pastaydi, u vaqtida ko'tarilgan torq mekanizmini olish imkoniyatini beradi.
2. Vertikal motor ishlatiladi, kam titrim va oq simo sifatida belgilanadi. Sabit rotor qismi osoniyat spirallari bilan tashkil topgan, bucha spirallaridan o'n marta yaxshiroq hayot davomiyligi bor. Har ikkala tomonda da ball durbalar o'rnatilgan, bu eshitishni kamaytiradi va past temperaturani saqlaydi.
Texnik xususiyatlar:
| TUR | GO-200B | GO-300B | GO-400B | GO-500B | GO-600B |
| Maks. eni | 200mm | 300mm | 400mm | 500mm | 600 mm |
| Qalinlik | 0.1-0.8mm | ||||
| Uzluk.I.Diametr | 450-530мм | ||||
| Uzluk.O.Diametr | 1200mm | ||||
| Maks. Og'irlik | 800kg | 1000kg | 1500 kg | 1500 kg | 2000 kg |
| To'g'ri Quvvat | 1/2HP | 1 HP | 2HP | 2HP | 3HP |
| Quvvatni ochish | 1 HP | 1 HP | 2HP | 2HP | 3HP |
| To'g'ri regulyatsiya | 4 nuqtali solongo mukavvad to'q tez regulyatsiyasi | ||||
| Maks. tezlik | 15m/min | ||||
| Kengaytirish usuli | Qo'llanma | ||||
| Tillangizni boshqarish | Matni hisoblovchi sensor | ||||