



High Speed Precision Slitting Line For Thick Plate
- 1. Optimal Design: Ensuring a Balanced Layout for Seamless Operation
- 2. Automated Excellence: Achieving Full Automation for Enhanced Efficiency and Precision
- 3. Cutting-Edge Control: Integration of High-Performance Mitsubishi PLC System for Superior Management
- 4. Precision Enhancers: Optional CPC & EPC Systems for Enhanced Decoiling and Recoiling Accuracy
- 5. Intuitive Operation: User-Friendly Interface Ensuring Ease of Use and Safety
- 6. Tailored Solutions: Fully Customizable to Meet Specific Requirements
- 7. Global Support: Overseas Commissioning Services Available for Seamless Integration
Product Description
Metal Coil Slitting Machine
1. Machine Body Structure: After integral welding, stress relief annealing treatment is applied. It utilizes three 30mm thick large base plates to enhance machine stability.
2. Shock Absorption Design: The machine body has openings for adding shock-absorbing materials. The motor is separated from the strip cutting mainframe and connected via a universal joint shaft.
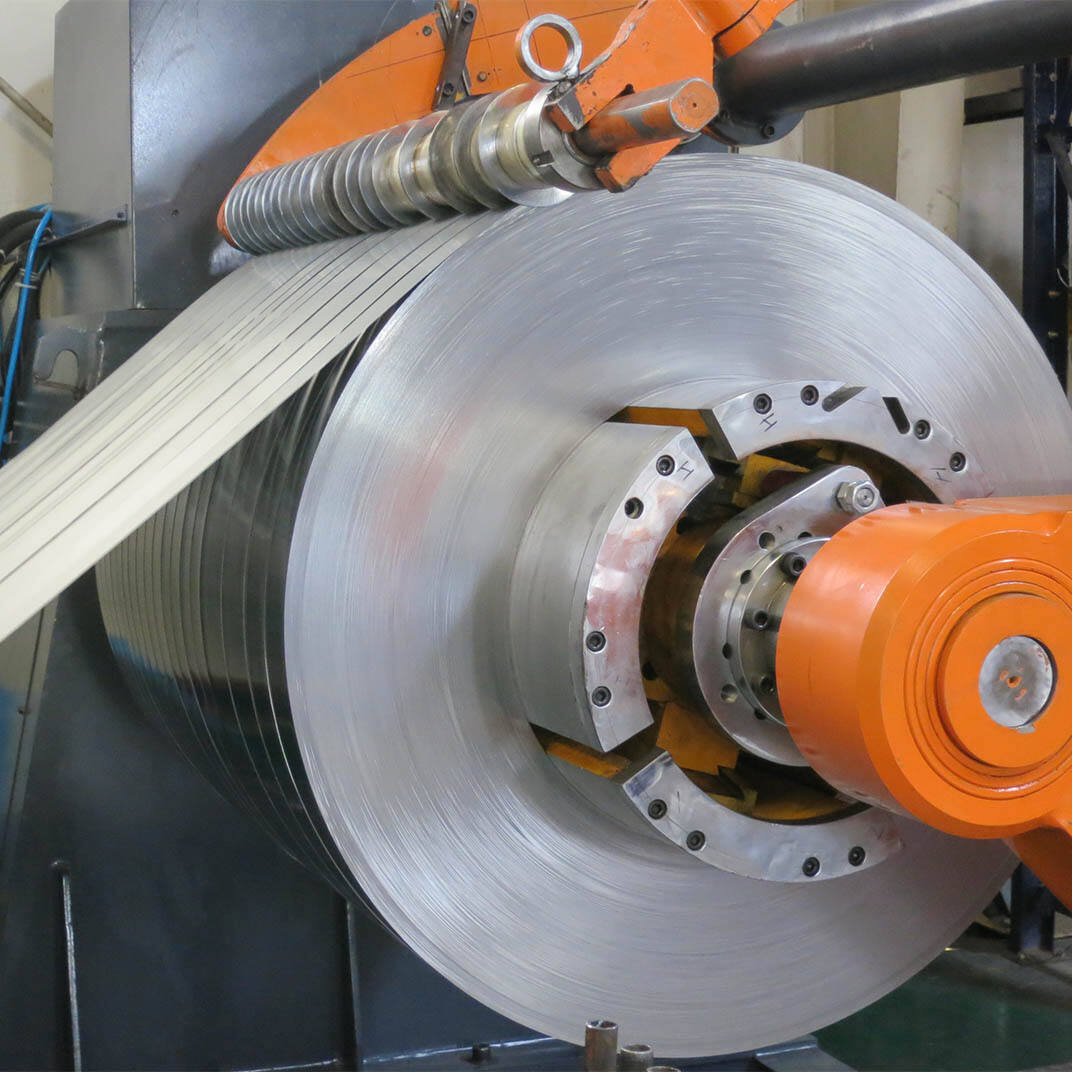
3. Cutter Shaft Design: The lower cutter shaft is fixed, while the upper cutter shaft is driven by a manual lifting mechanism. The movable arch is installed with linear slide rails, allowing manual removal for easy tool changeover.
4. Cutter Shaft Material and Treatment: The upper and lower cutter shafts are made of 42CrMn forgings, undergo quenching and tempering treatment, with a surface hardening hardness of HRC52-57. The cutter shaft diameter is Φ120mm (+0 or -0.03mm), with an effective length of 1300mm.
5.Drive System: The lower cutter shaft is driven by an AC 7.5kW variable frequency speed-regulating motor, with an adjustable speed range of 0-120 rpm. The upper cutter shaft adopts gear drive.
6. Lower Main Shaft Height: 800mm.
7. Cutter Shaft Accuracy:
- Cutter Shaft Concentricity: Measured using three gauges (left, center, right), with a tolerance of ±0.01mm (lower cutter shaft as the main reference, upper cutter shaft as the auxiliary).
- Cutter Shaft Parallelism: Symmetrically install upper and lower cutter blades on both sides and correct using gauge blocks. The lower cutter shaft is the main reference for correcting the upper cutter shaft, with a tolerance of ±0.01mm.
- Cutter Shaft Side Parallelism: Measure the starting position of the cutter shaft using a gauge, with a tolerance of ±0.005mm.
8. Cutter Blades: Recommend using hard alloy material with a hardness of HRA90-95. Optimize the combination of cutter blades and spacers to meet cutting specifications.
(Note: Cutter blades and spacers are not included with the equipment and must be negotiated separately according to customer requirements.)
Advanced High-Speed Slitting Line for Thick Plate Precision
I. Product Overview
Our high-speed slitting line is designed for efficiently processing coils with varying specifications, providing precise uncoiling, slitting, and recoiling to achieve any desired width coil. It's versatile, capable of handling a wide range of metal coils including cold rolled steel, hot rolled steel, stainless steel, galvanized steel, aluminum, silicon steel, colored steel, and painted steel. Widely utilized across industries such as automotive, container manufacturing, household appliances, packaging, and construction materials.
II. Key Features
Benefiting from a thoughtfully designed layout, our slitting line operates fully automatically, ensuring exceptional efficiency, productivity, precision, and quality. It runs smoothly and reliably, thanks to a robust hydraulic system, high-strength structure, and rational site configurations. We've integrated an advanced Mitsubishi PLC control system for seamless global control. Additionally, our slitting line offers optional CPC & EPC systems to enhance decoiling and recoiling accuracy, making it an ideal solution for your operational needs.
III. Technical Specification
| No. | Model | Raw Material | THK (mm) | Width (mm) | ID(mm) | OD(mm) | Weight (T) | Width accuracy (mm) | Slit No. (pcs) | Slitting width (mm) | Speed (m/min) | Capacity (kw) | Flood space (m*m) |
| 1 | 4.0x1600 |
carton steel stainless steel aluminum or other steel material |
0.5-4.0 | 800-1600 | Φ508/610 | ≤Φ1500 | ≤25 | ≤±0.1 | ≤24 | ≥30 | ≤120 | ≈220 | 25x7.5 |
| 2 | 6.0x800 | 1.0-6.0 | 200-800 | Φ508/610/ 760 | ≤15 | ≤24 | ≥30 | ≤60 | ≈220 | 15x5.5 | |||
| 3 | 6.0x1600 | 1.0-6.0 | 800-1600 | ≤25 | ≤24 | ≥40 | ≤50 | ≈220 | 28x10.5 | ||||
| 4 | 9.0x1600 | 2.0-9.0 | 800-1600 | ≤Φ2000 | ≤25 | ≤12 | ≥60 | ≤40 | ≈265 | 28x10 | |||
| 5 | 12x2000 | 3.0-12.0 | 1000-2000 | ≤35 | ≤±0.5 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | |||
| 6 | 16x2200 | 4.0-16.0 | 1000-2200 | ≤35 | ≤10 | ≥200 | ≤20 | ≈285 | 36x10 | ||||
| PS:All above specifications only for reference, also can customize as your request. | |||||||||||||
IV. Main Components
(1) Coil car
(2) Uncoiler
(3) Pinching device, Straightener and Shearing machine
(4) Looper
(5) Side guiding
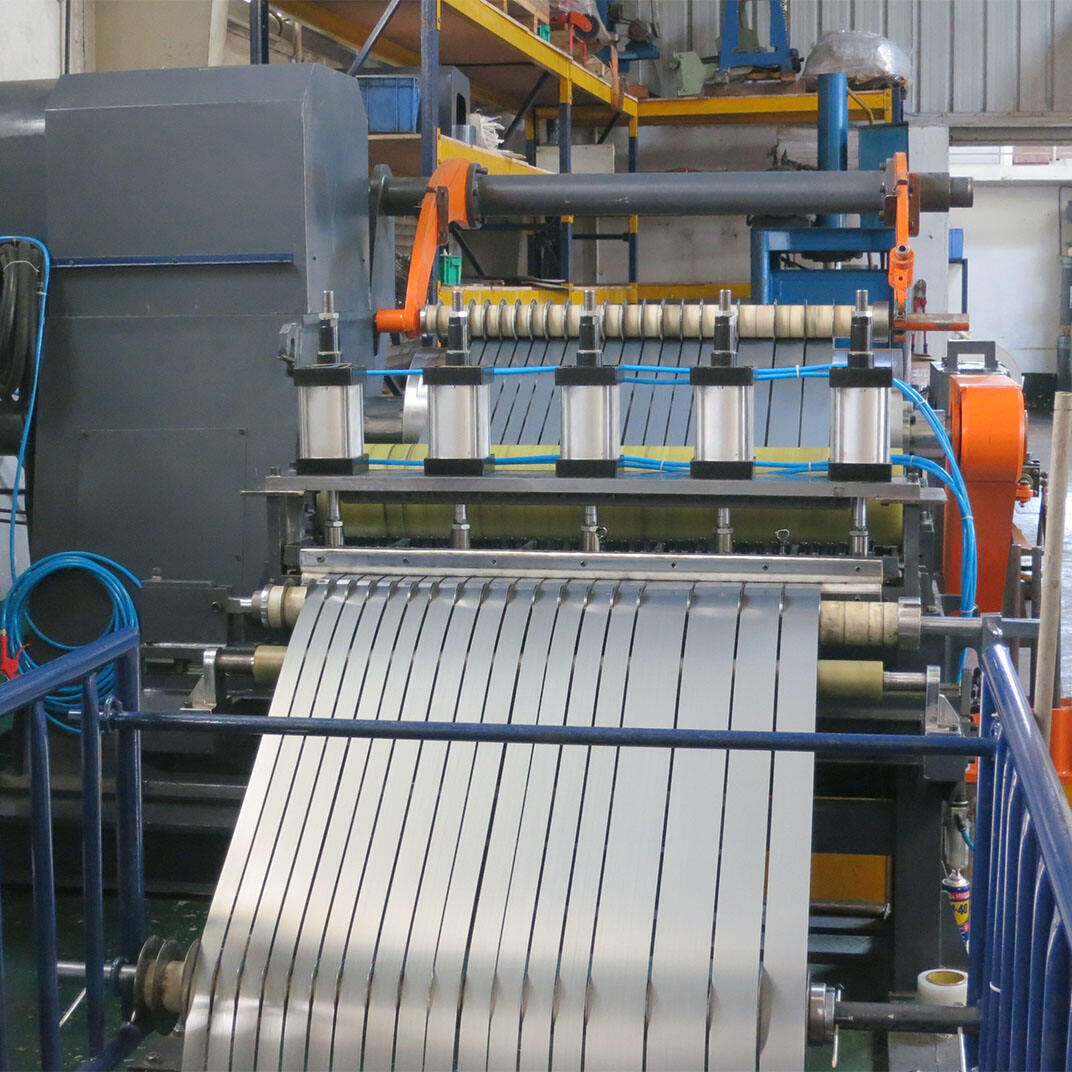
(6) Slitting machine
(7) Scrap recoiler (both sides)
(8) Looper
(9) Separator and tension device
(10) Recoiler
(11) Unloading car for recoiler
(12) Hydraulic system
(13) Pneumatic system
(14) Electrical control system
V. Technical process
Coil car → uncoiling → pinching, straightening and coil head cutting → looper → guiding → slitting → side scrap winding → looper → material pre dividing, tension → recoiling → unloading car