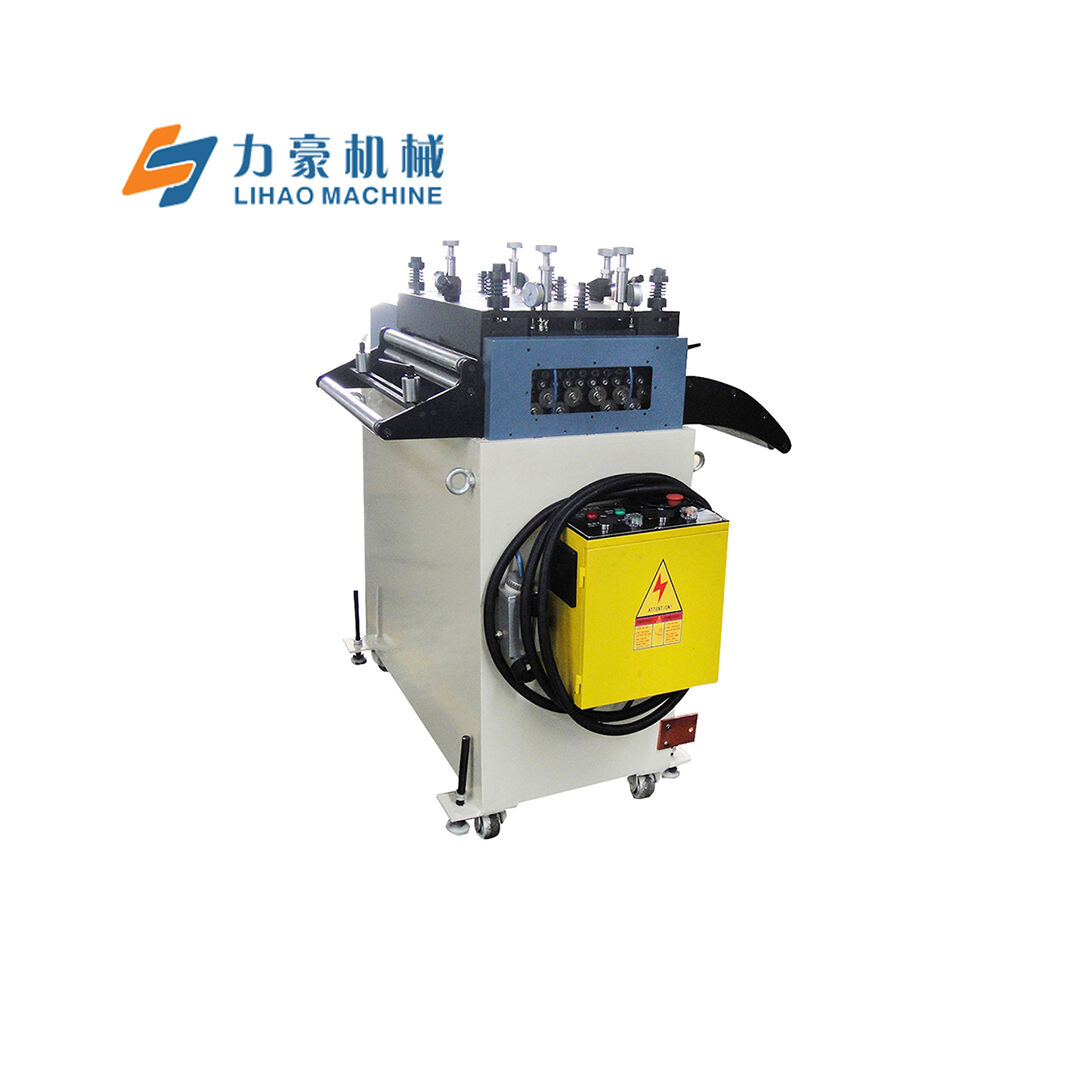
Σειρά SPS Ακριβούς Μορφοποιητικός Μηχανισμός Στρογγυλοποίησης: Επεξεργασία Μετάλλευματος Φύλλου για Πάχος Υλικού 0.2mm - 1.5mm
Μοιράσου
Για διαφορετική απόσταση υλικού συνεχόμενη χτυπηματισμένη χρήση
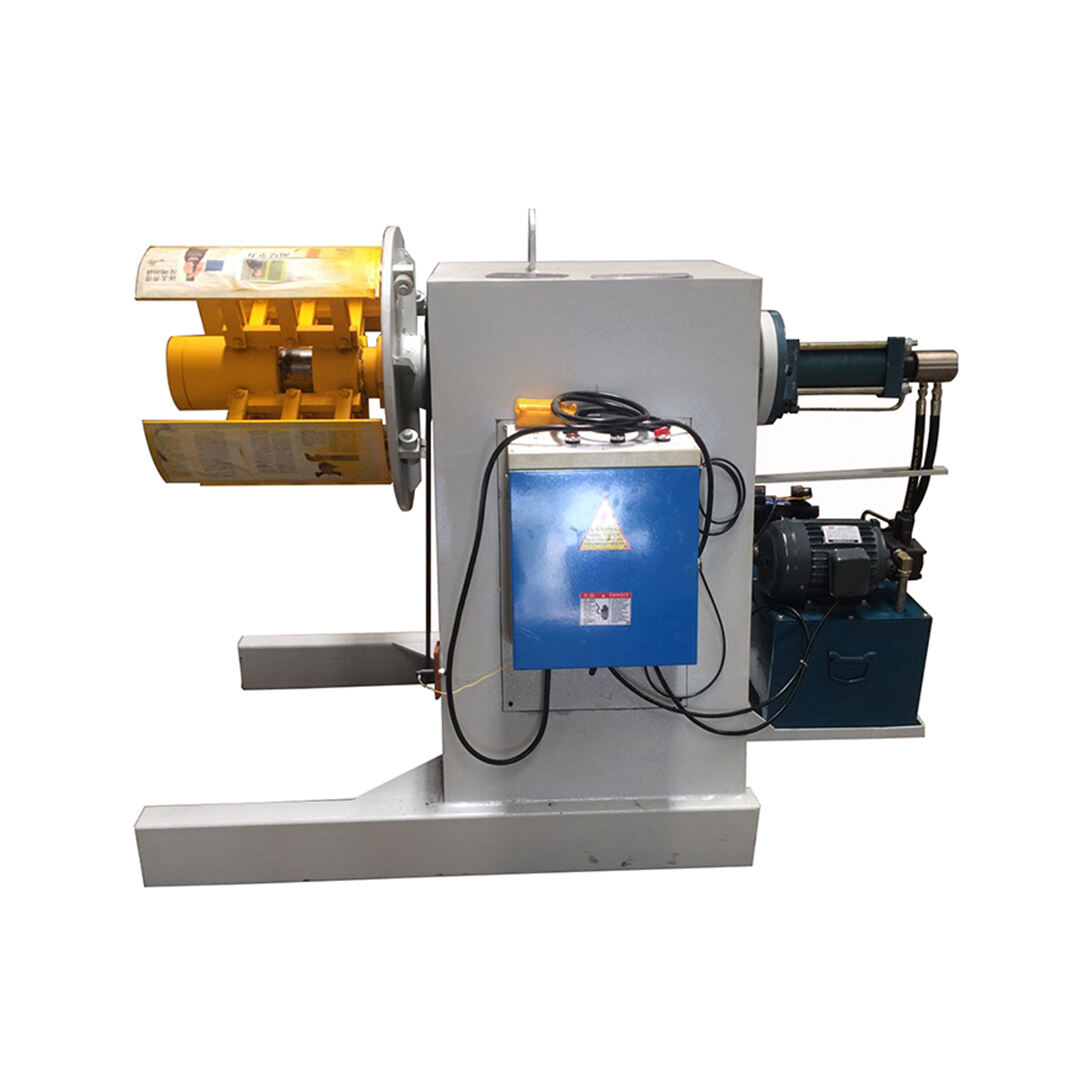
Λειτουργεί μαζί με αποδασμόλυτρο μηχανή για αυτόματη παραγωγή
Μπορεί να προσαρμοστεί
Περιγραφή Προϊόντος
Ειδικότητα:
1. Αυτή η σειρά μηχανών εξισώσεως σχεδιάστηκε ειδικά από την εταιρεία μας για την ακριβή χτύπηση λεπτών φύλλων μετάλλευματος. Είναι γνωστό ότι χωρίς επίπεδη κατάσταση και αποφυγή τάσεων, δεν είναι δυνατή η παραγωγή υψηλής ποιότητας προϊόντων. Έτσι, η απόδοση της μηχανής εξισώσεως έχει κρίσιμο ρόλο στην παραγωγή.
2. Και οι κύλινδροι επιπέδωσης και οι βοηθητικοί κύλινδροι τροποποίησης αυτής της μηχανής κατασκευάζονται από εισαγωγικό SUJ2, θερμικά επεξεργασμένοι σε HRC60°, μεγάλιστη μετά την κρομική καταπλήξη για να εξασφαλιστεί ομοιόμορφη κρομική κάλυψη και μορφολογικά όρια για κάθε άξονα.
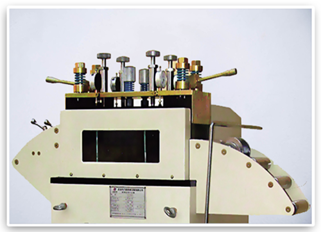
3. Η συνταγμένη ρύθμιση επιπέδωσης αυτής της μηχανής χρησιμοποιεί συσκευή λεπτής ρύθμισης πλανούμενου τετραγωνικού ισοζύγιου, εξοπλισμένη με διαβάτη, επιτρέποντας γρήγορη αναγνώριση των σημείων επιπέδωσης.
4. Αυτή η μηχανή χρησιμοποιεί μεταφορά με καταπλόκαμπτα και πλήρη μεταφορά με τρεις οπλούς, κατάλληλη για προϊόντα με υψηλές απαιτήσεις επιπέδωσης.
5. Εκτός από τους κύλινδρους επιπέδωσης, η προσθήκη κυλίνδρων καθοδήγησης ενισχύει περαιτέρω την ακρίβεια με την εφαρμογή πίεσης κύλισης στο υλικό.
6. Η ολική μηχανή χρησιμοποιεί υψηλής ακρίβειας κολοβόλα και βελτιωμένο σύστημα λιβανισμού για να επεκταθεί η διάρκειά της.
7. Κάθε κύλινδρος τροποποίησης της μηχανής επιπέδωσης με ακρίβεια της σειράς S είναι εξοπλισμένος με βοηθητικούς κύλινδρους επιπέδωσης, εξασφαλίζοντας ότι δεν θα συμβεί καμπή ή μεταμόρφωση κατά την παραγωγή, ενισχύοντας έτσι την ποιότητα επιπέδωσης του προϊόντος.
8. Και οι επάνω και οι κάτω βοηθητικοί κύλινδροι είναι σταθεροί, ενισχύοντας την αρτηριοσκληρότητα των κυλίνδρων και προλεγώντας τη μεταμόρφωση υπό τοπική πίεση.
9. Το μηχανισμός τριπλής επικάλυψης μεταφοράς κινητικότητας κινεί ανεξάρτητα κάθε ρολόι επιπέδωσης συγχρόνως, μειώνοντας τη συσσωρευμένη ανεπαρκή υπομονή που προκαλείται από τη μεταφορά με μοναδικό οδόντα και βελτιώνοντας τις απαιτήσεις επιπέδωσης του χάλκινου φύλλου.
10. Εξαιτίας των διαφορών στο υλικό, το πλάτος και το πάχος, δεν υπάρχει ομοιόμορφη αριθμητική αναφορά. Για αυτόν τον λόγο, είναι σύμβουλο να δοκιμάσετε πρώτα να εξευτελίσετε μια μικρή τομή του υλικού πριν από συνεχή παραγωγή, μόλις επιτευχθεί η επιθυμητή αποτελεσματικότητα.
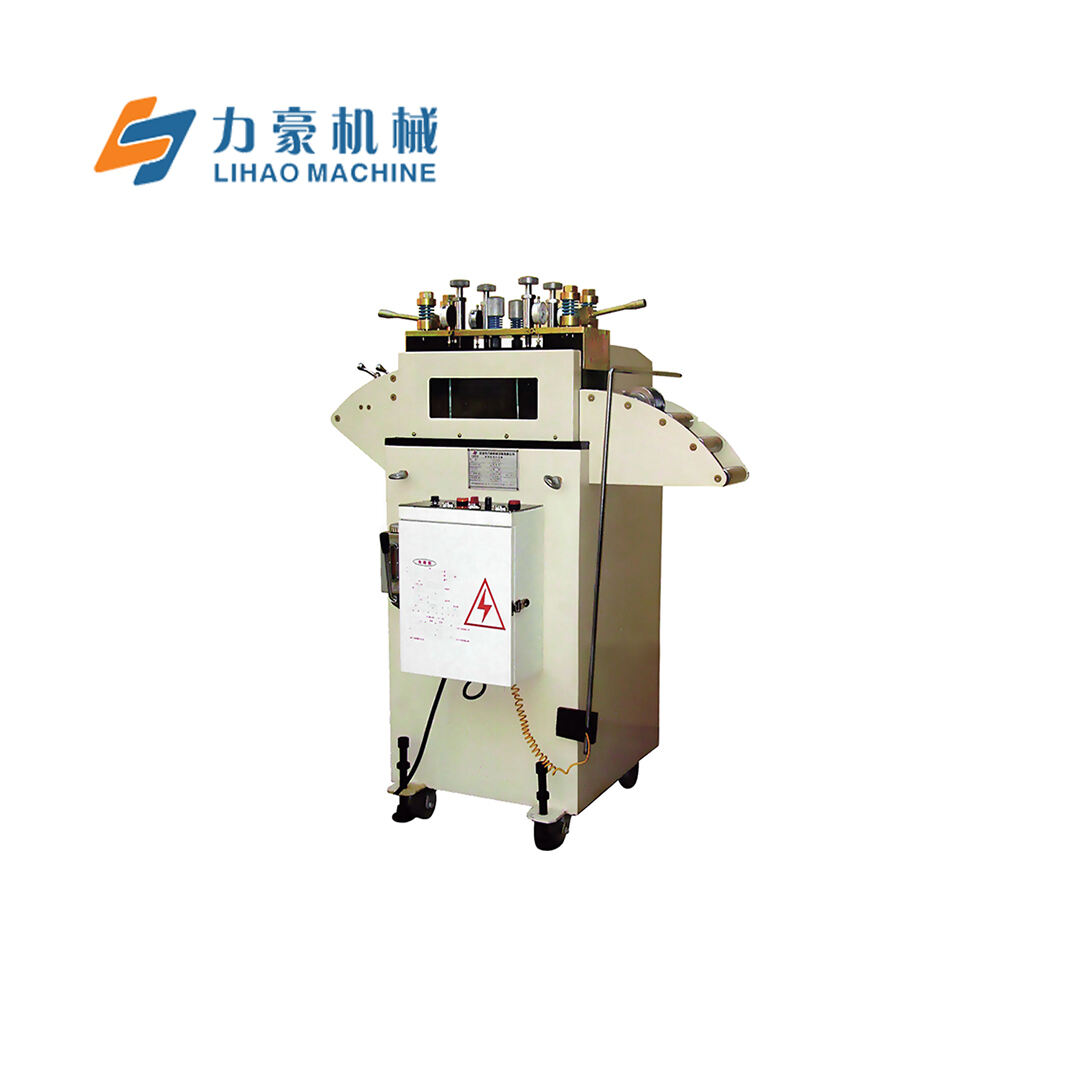
11. Η πιο ευέλικτη μηχανή ακριβούς εξευτελισμού που είναι διαθέσιμη.
Εισαγωγή:

·Κεφάλι εξισωτή
1. Η κεφαλή μηχανής χρησιμοποιεί ένα σχεδιασμό παράλληλων ρολοιών, με σύνολο 19 ακριβείς ρολούς τροποποίησης, 9 στην κορυφή και 10 στον κάτω μέρο.
2. Χρησιμοποιώντας τεσσάρων-σημείων λεπτή ρύθμιση, είναι πιο προσαρμοστική για την επεξεργασία προϊόντων υψηλής ακρίβειας. Οι εισαγωγικές και εξαγωγικές χρησιμοποιούν τεσσάρων-σημείων ανεξάρτητη πίεση ρύθμισης της πίεσης των ρολοιών τροφοδοσίας, αποτελεσματικά προλαμβάνοντας την κλίση και την μεταμόρφωση του υλικού.
3. Οι ρολόι ενίσχυσης υλικού χρησιμοποιούν μη ενεργοποιημένα γαλβανοποιημένα ρολόι, σχηματιζόμενα ως ένα σύνολο, με επιφάνεια ανθεκτική σε καταξερωμένα και απομακρυντικά. Χρησιμοποιούνται μηχανικά άξονα για ευέλικτη και βιώσιμη περιστροφή.
4. Χρησιμοποιούνται χειροπινές τροχαλιές από κάστιρο υλικό, με επιφανειακή ηλεκτρολυτική κάλυψη, που αντιπροσωπεύουν τον πιο παραδοσιακό τύπο χειροπινής τροχαλιάς.
5. Εγκαθίστανται προστατευτικά κάλυμματα σε κάθε πλευρά της τομής μετάδοσης για προστασία, εκτυπωμένα με παραθύρια παρατήρησης για εύκολη παρατήρηση.
·Ρολόι εξιστώσης
1. Τα ρολόι εξιστώσεως φτιάχνονται από στερεό χάλκινο χάλυβα, με επεξεργασία παχέως ηλεκτρολυτικής κάλυψης μετά τη μεσαία συχνότητα. Η επιφανειακή σκληρότητα δεν είναι λιγότερη από HRC58, εξασφαλίζοντας την βιωσιμότητα του υλικού.
Χρησιμοποιείται κύλινδρος χάλυβας GCr15, υπόκειται σε προκαύση (σφαιρική αναψύξη), μετά από αυτό πηγανευτική, μπρούζιμα, μεσαίου συχνότητας επεξεργασία, ακριβής γραβούρα για κρύο ισοπέδωση, ακριβής τριβή και τελικά ηλεκτροπλάκιση. Αυτή η συνολική διαδικασία μεγιστοποιεί την ακρίβεια, την συγκεντρώσεις, την λεία και την σκληρότητα, επεκτείνοντας έτσι την διάρκεια ζωής του επανευθείανση ρολογιών.


·Μεταφορικό διάστημα
Ο προ cess επεξεργασίας των κόγχλων περιλαμβάνει τα εξής βήματα: μηχανική επεξεργασία κεντρικού κόγχου - μηχανική επεξεργασία επιφάνειας δenticles - θερμική υποχώρηση - μυλή επιφάνειας δenticles. Το κεντρικό κόγχο φορτώνεται κυρίως, υποβάλλεται σε αναπήδηση για να βελτιωθεί η μηχανική του επεξεργασία για κοπή. Μετά τις σχεδιαστικές σχεδιές των κόγχλων, πραγματοποιείται αρχική μηχανική επεξεργασία, ακολουθούμενη από μισή ολοκλήρωση, μετατροπή, κύλιση και κοπή κόγχλων για να επιτευχθεί η βασική μορφή κόγχου. Στη συνέχεια, πραγματοποιείται θερμική υποχώρηση για να ενισχυθούν οι μηχανικές ιδιότητες. Ακολουθώντας τις απαιτήσεις των σχεδιαστικών σχεδίων, πραγματοποιείται τελική ακριβής μηχανική επεξεργασία, με βελτίωση των προτύπων και των μορφών των κόγχλων. Μέσω αυτών των διαδικασιών, το κόγχλο μας επιτυγχάνει βαθμό 6, εμφανίζοντας υψηλή αντοχή στην εξόδυνη, υψηλή ισχύ και μεγάλη διάρκεια ζωής.
·Τμήμα δυναμικής
1. Εφαρμογή ενός κατατριβείου κόγχλου μοντέλου 80, χρησιμοποιώντας τον μετατροπέα ταχύτητας του κόγχου για να μειώσει την ταχύτητα περιστροφών του μηχανήματος στο απαιτούμενο επίπεδο, επιτυγχάνοντας μηχανισμό με αυξημένο ροπή.
2. Χρησιμοποιώντας κάτικλινο μοτέρ αγνωστου για τις ελάχιστες σεισμούς και θόρυβο. Η σταθερή τμήμα του ρότορα περιλαμβάνει καθαρό κοππάρι σπίρα, με ζωή δέκα φορές μεγαλύτερη από τις σπίρες προτύπου. Σφαιρικά αξονόδειγμα εγκαταστάται σε κάθε άκρα, μειώνοντας την τριβή και τη θερμοκρασία.


·Ηλεκτρική κιβώτιο ελέγχου
1. Χρησιμοποιούμε ρελέ αργυρού συγκομισμού με σπίρες κοππάριου, εγκατεστημένες σε βάσεις ασφαλείας με αντιφλεγμονική ικανότητα, εξασφαλίζοντας μακροχρόνια βιωσιμότητα.
2. Χρησιμοποιώντας ρελέ καθυστέρησης με ασφαλεία με υπολογιστή συνδεδεμένων κυκλωμάτων με επαφές αργυρού συγκομισμού και πολλά διαστηματικά διαλέγματα για να καλύψουν διάφορες απαιτήσεις καθυστέρησης.
3. Οι διακόπτες περιλαμβάνουν κινούμενες επαφές με λειτουργικότητα αυτόματης καθαριστικής. Οι επαφές κανονικής άνοιξης και κλειστών επαφών χρησιμοποιούν χωριστή απομόνωση για διπολική λειτουργία, εξοπλισμένες με αντι-περιστροφή θέσης και αντι-εξαρρώστησης πάδια.
Χρησιμοποιούμε αυτοαποκαταστάτικα πλωμένα πίεσης κουμπιά με φωτιά και ελαφρά δύναμη, μέτρια τύποι κλικ και δομή συνδυασμού. Τα σημεία επαφής χρησιμοποιούν σημεία επαφής με βάση κετόνες με ισχυρή διεξαγωγικότητα, ικανά να μεταφέρουν μεγάλες ροές και με ζωή μέχρι 1 εκατομμύριο κύκλους.
·Δείκτης με περιστροφή, υδραυλικός κομπάνιας
1. Χρήση χειροκίνητου λιπαντρού για γρήγορη και εύκολη παραγωγή λάδιου. Εισαγωγικές λάδι-σφράγιδες χρησιμοποιούνται για να προλαμβάνουν τη ροθήκη λάδιου, ενώ τα εισαγωγικά ελατήρια αντέχουν την μεταμόρφωση και τη γήρανση.
2. Χρήση δείκτη με περιστροφή από χάλυβα με ακριβώς μηχανική προσαρμογή, γυάλο αντούσματος και εσωτερική εισαγωγή από κάππαρι. Ο μετρητής διαθέτει πυρίτιδα για σταθερότητα και ακριβή μέτρηση.
Παράμετρος:
| Μοντέλο | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Πλάτος σπιρών (mm) | 150 | 200 | 300 | 400 |
| Δύναμη εκπομπής | 0,2-1,5 | 0,2-1,5 | 0.2-1.3 | 0.2-1.2 |
| Ταχύτητα (m/λεπτό) | 16 | 16 | 16 | 16 |
| Μοτόρας (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Ασπρόγραμμος κύλινδρος (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Αριθμός ασπρογραμμών κυλίνδρων (τεμ.) | 9/10(Άνω/Κάτω) | 9/10(Άνω/Κάτω) | 9/10(Άνω/Κάτω) | 9/10(Άνω/Κάτω) |
| Ακριβής κύλινδρος (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Αριθμός ακριβών (τεμ.) | 10/11 (Άνω/Κάτω) | 10/11 (Άνω/Κάτω) | 10/11 (Άνω/Κάτω) | 10/11 (Άνω/Κάτω) |
| διάσταση (m) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |