Série SPS Máquina Endireitadora de Bobinas de Precisão: Nivelamento de Chapas Metálicas de Precisão para Espessura de Material entre 0,2mm - 1,5mm
Partilhar
Para uso contínuo de perfuração em materiais de diferentes espessuras
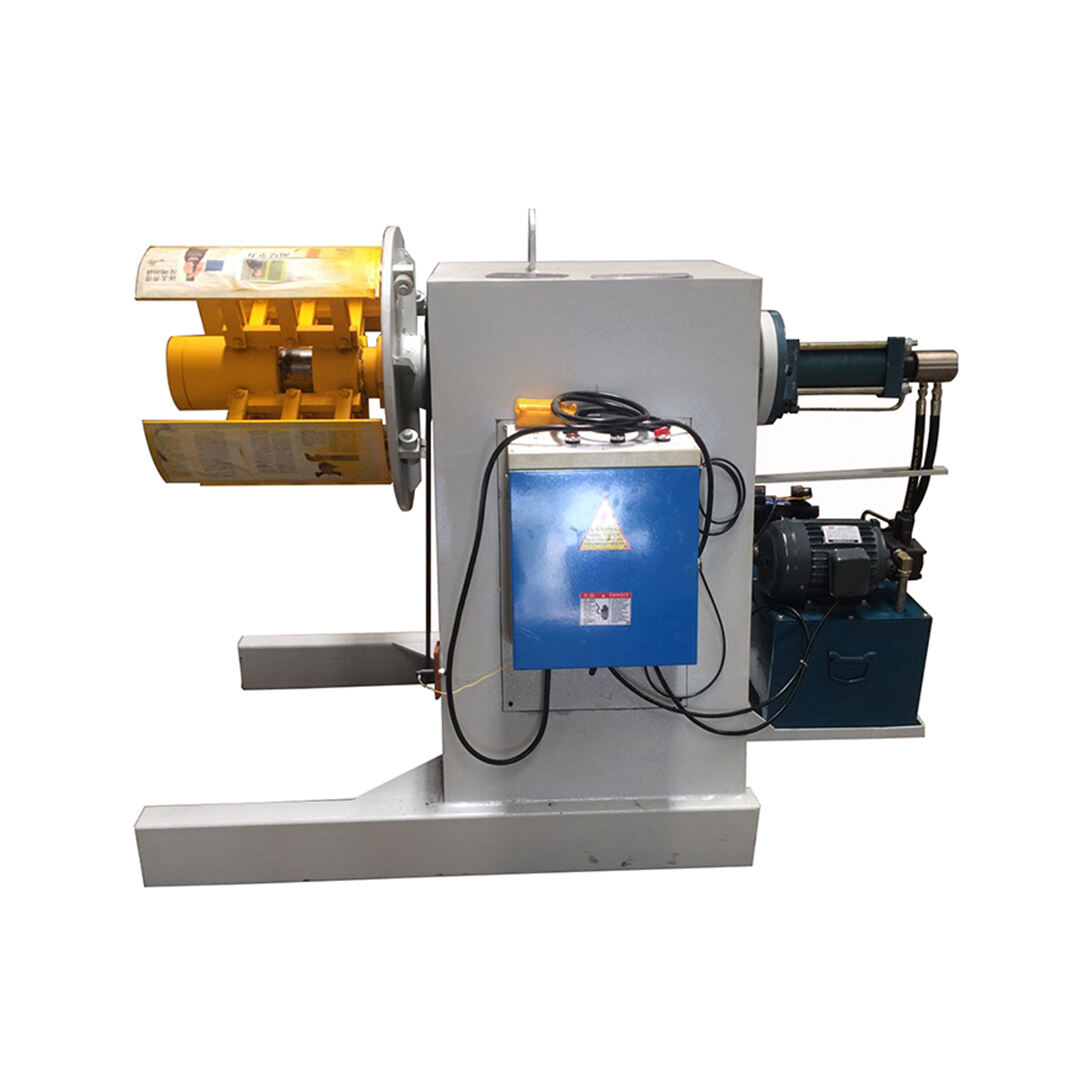
Trabalha junto com a máquina desbobinadora para produção automática
Pode ser Personalizado
Descrição do Produto
Característica:
1. Esta série de máquinas retificadoras foi especificamente projetada pela nossa empresa para o furo preciso de produtos de chapas metálicas finas. É amplamente conhecido que, sem nivelamento e alívio de tensões, é impossível produzir produtos de alta qualidade. Portanto, o desempenho da máquina retificadora desempenha um papel crucial na produção.
2. Tanto os rolos de nivelamento quanto os rolos auxiliares de correção desta máquina são feitos de SUJ2 importado, tratado termicamente a HRC60°, lixados após revestimento com cromo duro para garantir camadas uniformes de cromo duro e tolerâncias de forma para cada eixo.
3. O ajuste de nivelamento desta máquina utiliza um dispositivo de ajuste fino de equilíbrio flutuante de quatro pontos, equipado com um medidor de diâmetro, permitindo identificação rápida dos pontos de nivelamento.
4. Esta máquina utiliza transmissão por cardã e transmissão total por engrenagens triplas, adequada para produtos com requisitos elevados de precisão de endireitamento.
5. Além dos rolos de endireitamento, a adição de rolos guias melhora ainda mais a precisão ao exercer pressão de rolagem sobre o material.
6. A máquina inteira adota rolamentos de alta precisão e um sistema de lubrificação melhorado para prolongar sua vida útil.
7. Cada roda de correção da máquina de endireitamento de precisão da série S é equipada com rodas auxiliares de nivelamento para garantir que não ocorra dobra ou deformação durante a produção, melhorando assim a qualidade de planicidade do produto.
8. Ambos os rolos auxiliares superiores e inferiores são fixos, aumentando a rigidez dos rolos e evitando deformações sob estresse.
9. O mecanismo de transmissão tripla sobreposta impulsiona cada rolo de nivelamento independentemente e de forma síncrona, reduzindo a acumulação da tolerância de folga causada pela transmissão por engrenagem única e melhorando os requisitos de planicidade da chapa metálica.
10. Devido às variações no material, largura e espessura, não há uma referência numérica uniforme. Portanto, é aconselhável primeiro testar o alinhamento de uma pequena seção do material antes da produção contínua, uma vez que o efeito desejado seja alcançado.
11. A máquina de alinhamento mais versátil e de precisão disponível.
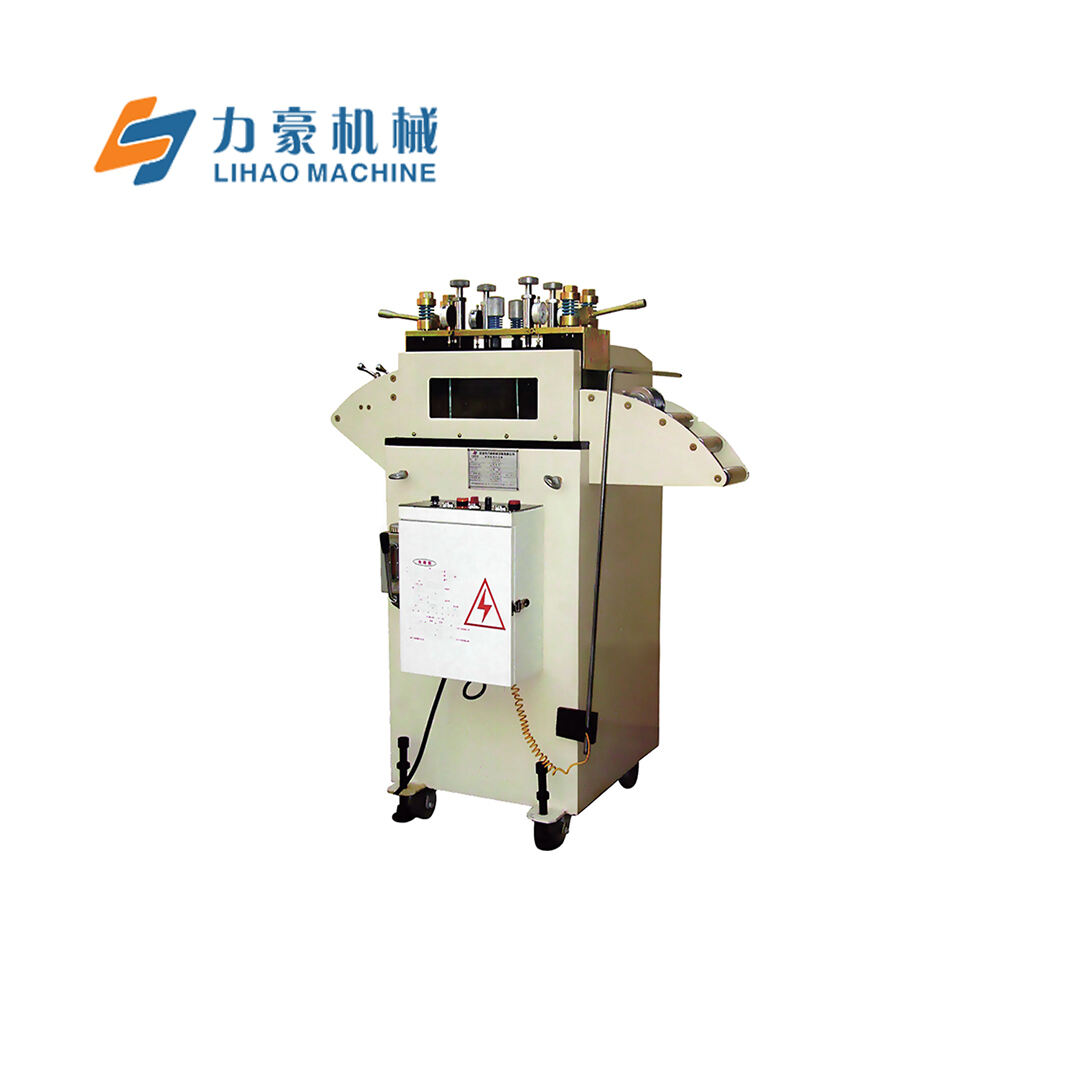
Introdução:

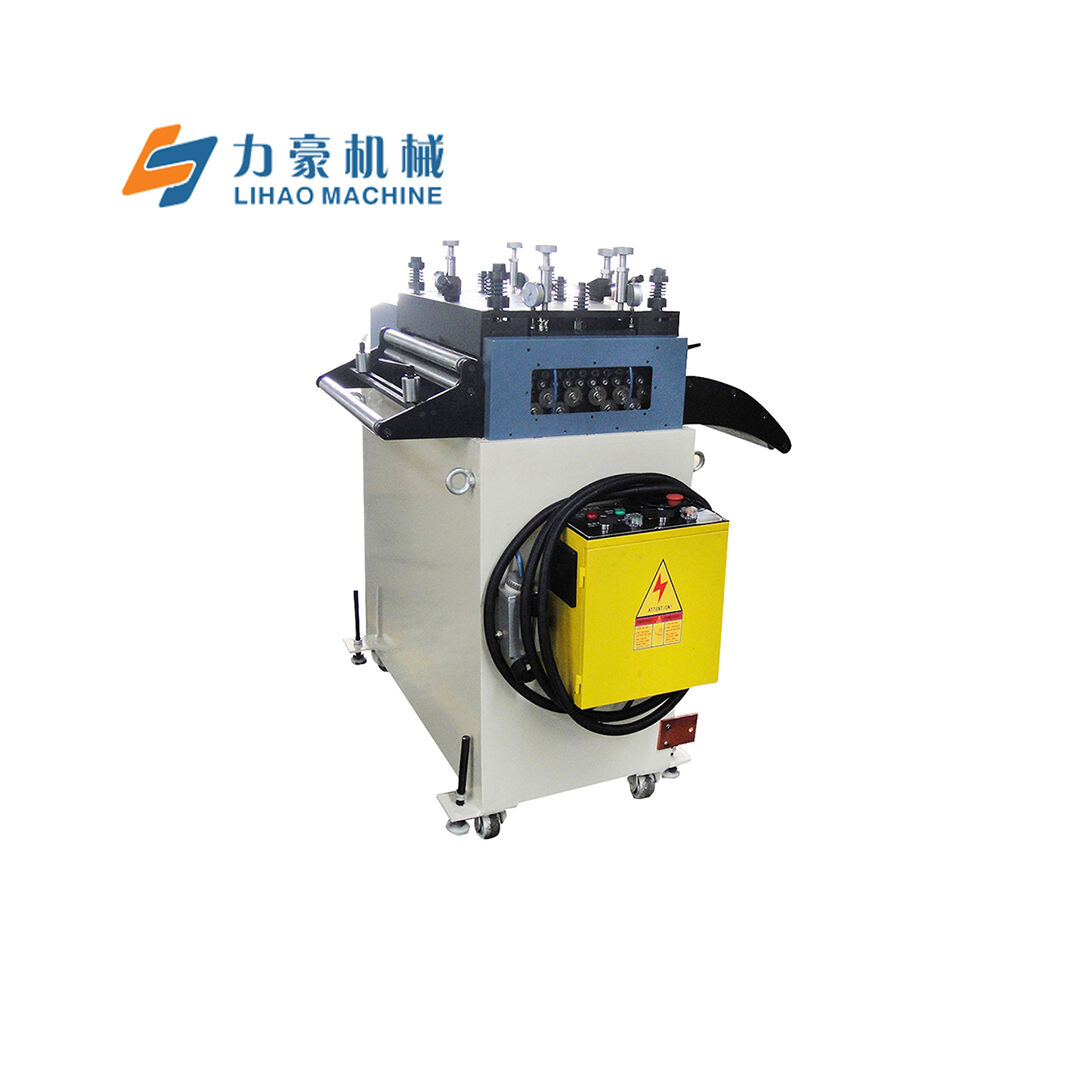
·Cabeça de Alinhamento
1. A cabeça da máquina adota um design de rolos paralelos, com um total de 19 rolos de correção de precisão, 9 no topo e 10 na parte inferior.
2. Utilizando um ajuste fino em quatro pontos, é mais adequado para processar produtos de alta precisão. A entrada e saída utilizam rodas de alimentação com pressão ajustável independente em quatro pontos, efetivamente evitando desvios e deformações do material.
3. Os rolos de suporte do material utilizam rolos galvanizados não motorizados, formados como uma unidade única, com uma superfície resistente a arranhões e abrasão. Rolamentos mecânicos são utilizados para uma rotação flexível e duradoura.
4. As manivelas de material ferro fundido são utilizadas, tratadas com eletroplastificação superficial, representando o tipo mais tradicional de manivela.
5. Capas protetoras são instaladas em ambos os lados da seção de transmissão para proteção, equipadas com janelas de observação para fácil visualização.
·Rolo de endireitamento
1. Os rolos de endireitamento são feitos de aço de rolamento sólido, tratados com um processo de eletroplastificação espessada após o tratamento de frequência intermediária. A dureza superficial é de pelo menos HRC58, garantindo a durabilidade do material.
O aço redondo forjado GCr15 é utilizado, submetido a tratamento prévio de aquecimento (esferoidização por recocção), seguido de torneamento, fresamento, tratamento de frequência intermediária, abrasão preliminar para estabilização fria, moagem precisa e, por fim, eletrodoação. Este processo abrangente maximiza precisão, concentricidade, suavidade e dureza, prolongando assim a vida útil do alinhamento rolamentos.


·Engrenagem de transmissão
O processo de usinagem de engrenagens inclui as seguintes etapas: usinagem do disco de engrenagem - usinagem da superfície dentada - tratamento térmico - moagem da superfície dentada. O disco é forjado principalmente, submetido a revenimento para melhorar sua usinabilidade para corte; de acordo com os desenhos de design da engrenagem, é realizada a usinagem preliminar, seguida por usinagem semi-acabada, torneamento, roscamento e fresamento de engrenagens para alcançar a formação básica da engrenagem. Posteriormente, é realizado o tratamento térmico para melhorar as propriedades mecânicas. De acordo com os requisitos dos desenhos de design, é feita a usinagem de precisão final, refinando os padrões e perfis das engrenagens. Através desses processos, nossa engrenagem atinge o grau 6, exibindo alta resistência ao desgaste, alta resistência e longa vida útil.
·Seção de energia
1. Implementando um redutor vertical de minhoca de modelo 80, utilizando o conversor de velocidade da engrenagem para reduzir a velocidade de rotação do motor ao nível necessário, alcançando assim um mecanismo com torque aumentado.
2. Utilizando um motor vertical conhecido por suas baixas vibrações e níveis de ruído. A seção do rotor estacionário possui bobina de cobre puro, com uma vida útil dez vezes maior que as bobinas padrão. Rolamentos esféricos são instalados em ambas as extremidades, resultando em menor atrito e temperatura.


·Caixa de controle elétrico
1. Utilizamos relés de liga de prata com bobinas de cobre total, alojados em bases de segurança retardadoras de chama, garantindo durabilidade de longo prazo.
2. Utilizando relés de atraso ajustável com circuitos protegidos e contatos de liga de prata, com múltiplas faixas de ajuste para atender a vários requisitos de atraso.
3. As chaves possuem contatos deslizantes com funcionalidade de auto-limpeza. Contatos normalmente abertos e normalmente fechados utilizam uma estrutura de isolamento separada para operação bipolar, equipados com posicionamento anti-giro e almofadas antiderrapantes.
4. Utilizamos botões de empurrar planos com redefinição automática, com força leve e ágil, batidas moderadas e uma estrutura combinada modular. Os pontos de contato utilizam pontos compostos à base de cetona com alta condutividade, capazes de transportar correntes elevadas e com uma vida útil de até 1 milhão de ciclos.
·Indicador de diâmetro, bomba de óleo
1. Utilizando uma bomba manual de graxa para entrega rápida e fácil de óleo. Selos de óleo importados são usados para evitar vazamentos de óleo, enquanto molas importadas resistem à deformação e envelhecimento.
2. Utilizando um indicador de diâmetro de aço com um mostrador precisamente engenhado, vidro à prova de poeira e um recorte interno de cobre. O medidor possui um núcleo de cobre para estabilidade e medição precisa.
Parâmetro:
| Modelo | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Largura do carretel (mm) | 150 | 200 | 300 | 400 |
| Espessura (mm) | 0,2-1,5 | 0,2-1,5 | 0,2-1,3 | 0.2-1.2 |
| Velocidade (m/min) | 16 | 16 | 16 | 16 |
| Motor (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Rolo grosso (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Quantidade de rolos grossos (Peças) | 9/10(Superior/Inferior) | 9/10(Superior/Inferior) | 9/10(Superior/Inferior) | 9/10(Superior/Inferior) |
| Rolo de precisão (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Quantidade de precisão (Peças) | 10\/11 (Superior/Inferior) | 10\/11 (Superior/Inferior) | 10\/11 (Superior/Inferior) | 10\/11 (Superior/Inferior) |
| dimensão (m) | 1,1×0,8×1,4 | 1,1×1,3×1,4 | 1,1×1,4×1,4 | 1,1×1,5×1,4 |