Serie SPS Mașinărie Precisă de Dreptecat pentru Coile: Nivelare Precisă a Fișei Metale pentru Grosimea Materialului între 0,2mm - 1,5mm
Distribuie
Pentru perforare continuă a materialelor de diferite grosimi
Funcționează împreună cu mașina de dezvoltare pentru producție automată
Poate fi personalizat
Descriere produs
Caracteristică:
1. Această serie de mașini de dreptare este concepută special de compania noastră pentru perforarea precisă a produselor din plași metalice subțiri. Este bine cunoscut că fără nivelare și aliniere a stresurilor, este imposibil să se producă produse de înaltă calitate. Prin urmare, performanța mașinii de dreptare joacă un rol crucial în producție.
2. Atât ruloadele de nivelare cât și rotoarele auxiliare de corecție ale acestei mașini sunt fabricate din SUJ2 importat, tratat termic la HRC60°, lustrat după revopsirea cu crôm dur pentru a asigura stratul uniform de crôm dur și toleranțele de formă pentru fiecare axă.
3. Ajustarea de nivelare a acestei mașini utilizează un dispozitiv de ajustare fină cu echilibru flotant pe patru puncte, echipat cu un indicator cu neamă, permițând identificarea rapidă a punctelor de nivelare.
4. Această mașină folosește transmisie cu articulații universale și o transmisie integrală cu trei inghete, potrivită pentru produse cu cerințe ridicate de precizie a dreptificării.
5. În plus față de rotoarele de dreptificare, adăugarea rotoarelor de ghidaj mai marează precizia prin exercitarea unei presiuni de rulare asupra materialei.
6. întreaga mașină adoptă rotoare de precizie și un sistem de lubrificare îmbunătățit pentru a prelungi durata de viață.
7. Fiecare roată de corecție a mașinii de dreptificare cu precizie S este echipată cu roți auxiliare de nivelare pentru a se asigura că nu apar curburi sau deformări în timpul producției, astfel îmbunătățind calitatea de planitate a produsului.
8. Ambele rotoare auxiliare superioare și inferioare sunt fixate, ceea ce mai marează rigiditatea rotoarelor și previne deformarea sub stres.
9. Mecanismul de transmisie cu triplă suprapunere accionează independent fiecare roator de nivelare în mod sincron, reducând acumularea toleranței de joc cauzată de transmisia cu o singură înghetă și îmbunătățind cerințele de planitate a metalului.
10. Datorită variațiilor în material, lățime și grosime, nu există nicio referință numerică uniformă. Prin urmare, este recomandabil să se testeze mai întâi nivelarea unei mici secțiuni de material înainte de a începe producția continuă, odată ce s-a obținut efectul dorit.
11. Cel mai versatil dispozitiv de nivelare cu precizie disponibil.
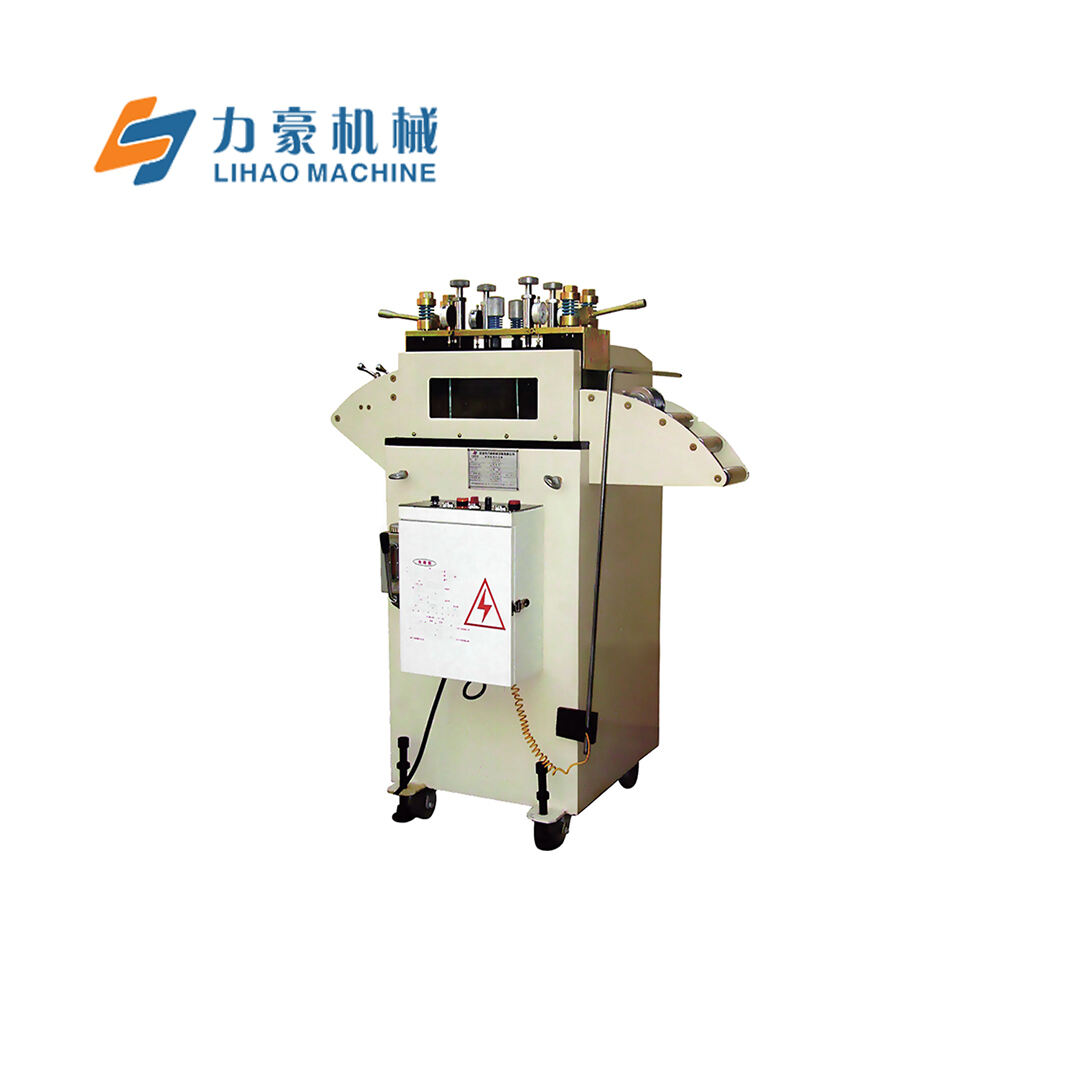
Introducere:
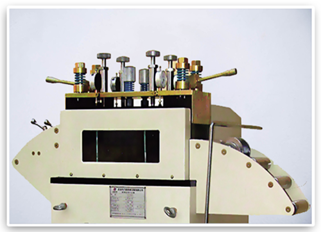

·Cap de nivelare
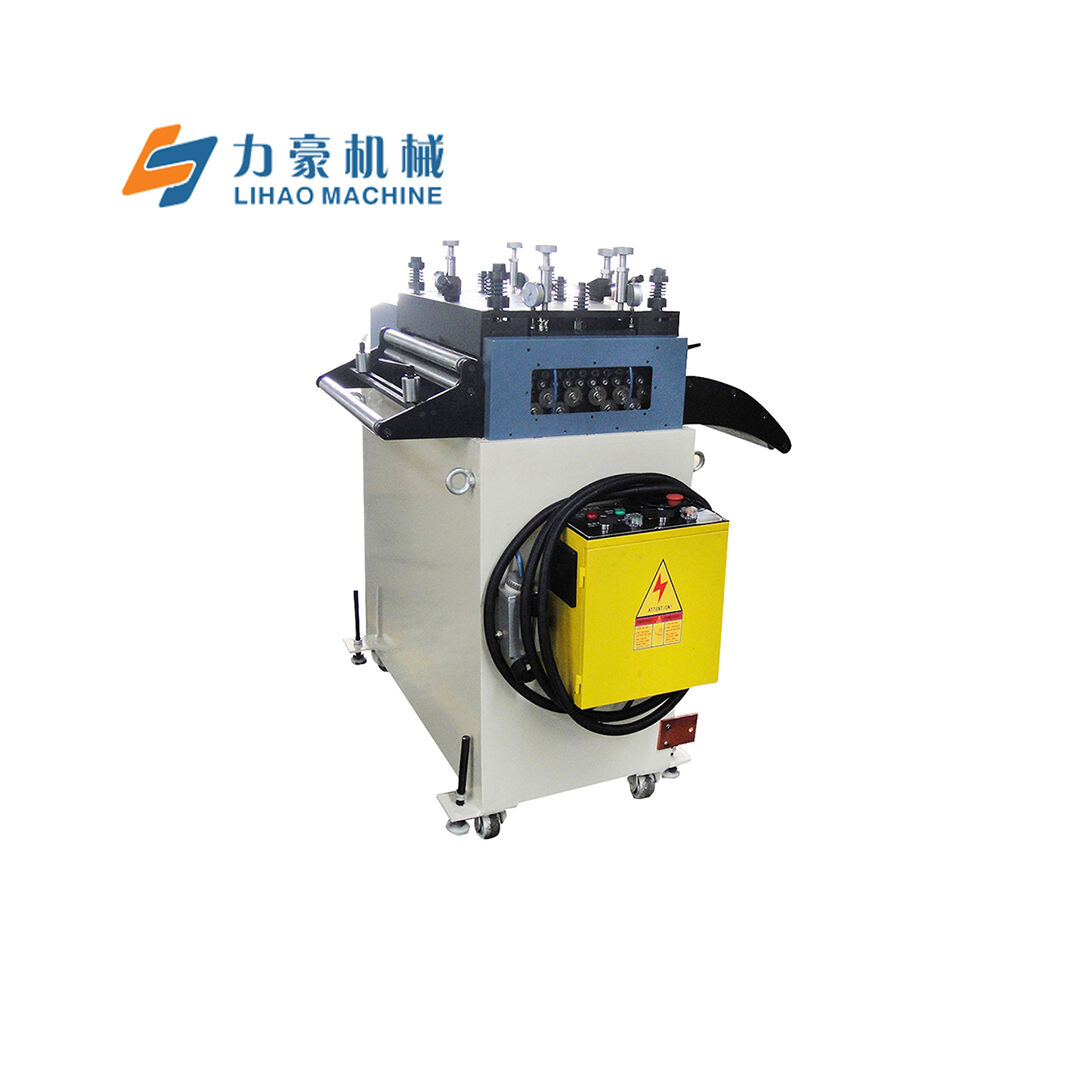
1. Capul mașinii adoptă un design cu rotoare paralele, având în total 19 rotoare de corecție cu precizie, 9 în partea de sus și 10 în partea de jos.
2. Utilizând o ajustare fină în patru puncte, este mai potrivit pentru procesarea produselor cu precizie ridicată. Sistemul de intrare și ieșire folosește presiunea regulată independent în patru puncte pentru rotoarele de alimentare, previniind eficient devierea și deformarea materialelor.
3. Rolurile de sprijin ale materialelor utilizează roluri galvanizate ne MOTORIZATE, formate ca o unitate întreagă, cu o suprafață rezistentă la scrâșnet și uzură. Se folosesc rotoare mecanice pentru o rotație flexibilă și durabilă.
4. Roatoarele manuale sunt fabricate din material de fier fundit, tratate cu electroplataj superficial, reprezentând cel mai tradițional tip de roator manual.
5. Se instalează acoperăminte protective pe ambele părți ale secțiunii de transmisie pentru protecție, echipate cu ferestre de observație pentru o vizualizare ușoară.
·Rol straightening
1. Rolorii de straightening sunt fabricați din oțel cu șarpe solid, tratați printr-un proces de electroplataj alungat după tratamentul cu frecvență medie. Duretatea de suprafață nu este mai mică decât HRC58, asigurând durabilitatea materialelor.
2. Se utilizează oțel circular forjat GCr15, supus tratamentului preliminar de încălzire (anelen sferoidizant), urmat de tornare, fresaj, tratament la frecvență intermediară, strâmbuire rough pentru stabilizarea la rece, strâmbuire precisă și, în final, electroplatare. Acest proces complex maximizează precizia, concentricitatea, netedea și duretatea, extindând astfel durata de viață a aliniere rotoarelor.


·Transmisie cu geamuri
Procesul de prelucrare a inelurilor include următoarele etape: prelucrarea bilor de inel - prelucrarea suprafeței dentate - tratament termic - strâmbuirea suprafeței dentate. Bila este în principal forjată, fiind supusă unui revenire pentru a îmbunătăți machinabilitatea sa pentru tăiere; în conformitate cu schitele de proiectare ale inelului, se efectuează o machinare brută, urmată de semi-finisare, tornat, rulare și frazare a inelurilor pentru a obține formarea basică a inelului. Apoi, se efectuează un tratament termic pentru a îmbunătăți proprietățile mecanice. În conformitate cu cerințele schitelor de proiectare, se efectuează o machinare finală de precizie, refinând standardele și profilele inelurilor. Prin aceste procese, inelul nostru atinge clasa 6, prezentând o rezistență la uzurare ridicată, o putere mare și o viață utilă lungă.
·Secțiune de putere
1. Implementarea unui redactor vertical de tip verme 80, utilizând convertorul de viteză al inelului pentru a reduce viteza de rotație a motorului la nivelul necesar, astfel încât să se obțină un mecanism cu un moment de cuplu crescut.
2. Utilizarea unui motor vertical cunoscut pentru vibrațiile și nivelurile reduse de zgomot. Secțiunea rotor fixă include bobina din cupru pur, care are o durată de viață de zece ori mai mare decât cele standard. Sunt montate rulmăni la ambele capete, ceea ce duce la o reducere a frecvenței și temperaturii.


·Cutie de comandă electrică
1. Folosim releuri din alianță argintie cu bobine din cupru, casate în baze de siguranță rezistente la inflamare, asigurând o durabilitate de lungă durată.
2. Utilizarea releurilor cu circuit ajustabil protejat cu întârzieri, cu contacte din alianță argintie și cu cifre multiple pentru a satisface diferitele cerințe de întârziere.
3. Comutatoarele includ contacte glisante cu funcție auto-netoare. Contactele obișnuite deschise și contactele obișnuite închise folosesc o structură de izolare separată pentru operațiuni bipolare, fiind echipate cu poziționare anti-rotație și plăci de montare anti-dezlegare.
4. Utilizăm taste de presiune plate cu resetare automată, cu o forță ușoară și agilă, taste moderate și o structură de combinație modulară. Punctele de contact folosesc puncte compuse bazate pe cetone cu o conductivitate puternică, capabile să transportă curente mari și care se bucură de o viață utilă de până la 1 milion de cicluri.
· Indicator cu roata oblică, pompa de ulei
1. Folosirea unei pompe de gras manuală pentru o livrare rapidă și fără efort a uleiului. Sigiliu de import folosit pentru a preveni scurgerea uleiului, în timp ce spring-urile importate rezistă deformării și îmbătrânirii.
2. Utilizarea unui indicator cu roata oblică din oțel cu un cadran inginerit precis, sticlă anteprudă și o inserție interioară din cupru. Indicatoarea are un nucleu din cupru pentru stabilitate și măsurătoare precise.
Parametru:
| Model | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Lățimea bobinei (mm) | 150 | 200 | 300 | 400 |
| Grossime (mm) | 0,2-1,5 | 0,2-1,5 | 0,2-1,3 | 0.2-1.2 |
| Viteza (m/min) | 16 | 16 | 16 | 16 |
| Motor (CP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Roluri greste (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Cantitate roluri greste (Buc) | 9/10 (Sus/Jos) | 9/10 (Sus/Jos) | 9/10 (Sus/Jos) | 9/10 (Sus/Jos) |
| Roluri de precizie (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Cantitate de precizie (Buc) | 10\/11 (Sus/Jos) | 10\/11 (Sus/Jos) | 10\/11 (Sus/Jos) | 10\/11 (Sus/Jos) |
| dimensiune (m) | 1,1×0,8×1,4 | 1,1×1,3×1,4 | 1,1×1,4×1,4 | 1,1×1,5×1,4 |