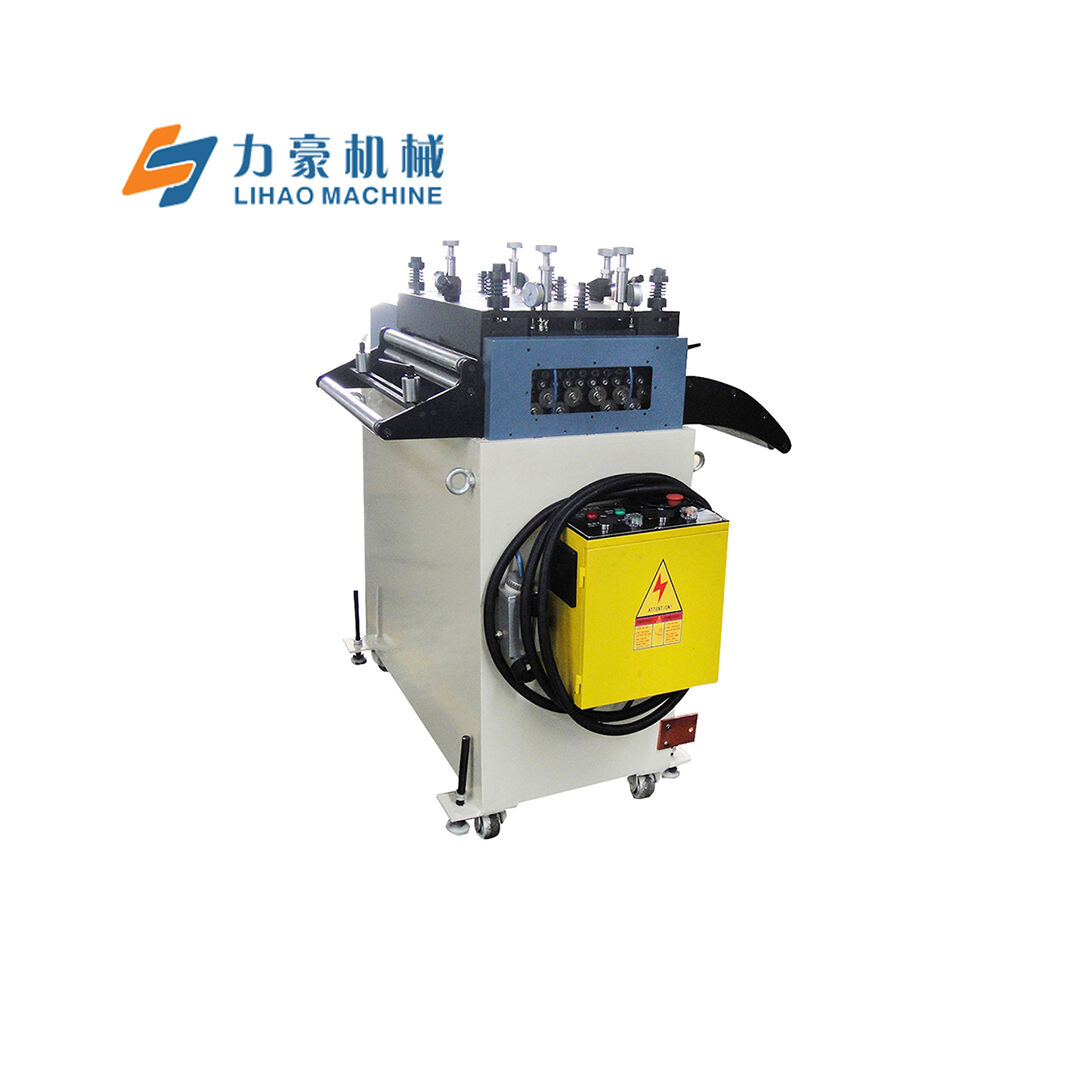
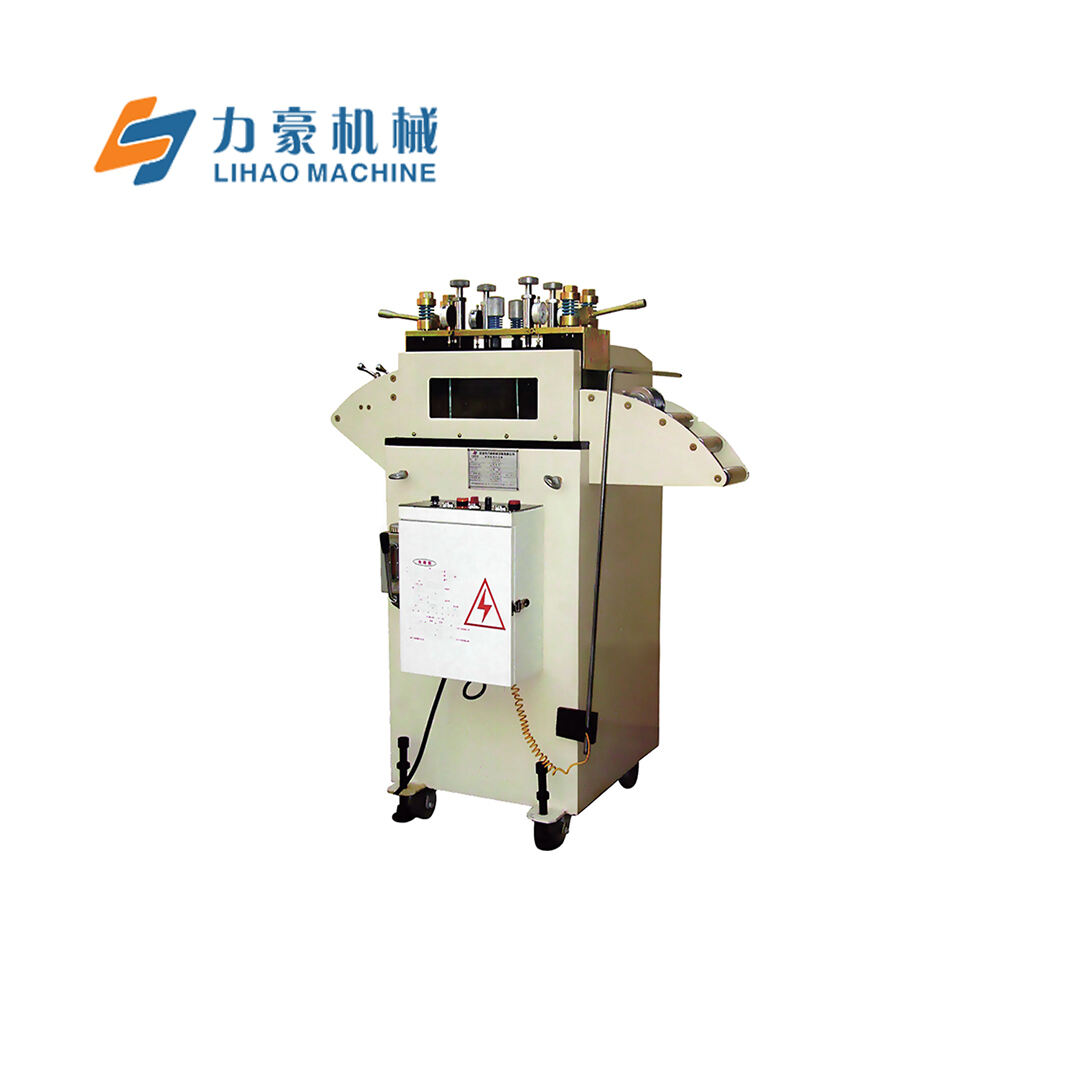
Serie SPS Mjekër Larg dhe Drejtë Precision: Drejtim i Larg Metalit me Precision për Gjerësinë e Materialeve Nga 0.2mm - 1.5mm
Ndani
Për përpunimin zbulues continuz të materialit me të ndryshme gaba
Përdor në bashkëpunim me mashinën e zgjerimit për produksion automatik
Mund të personalizohet
Përshkrimi i Produktit
Karakteristika:
1. Kjo serie të makineve largimi është projektuar specifik nga kompania jonë për punjen e përpjekur të fletave metalike të larg. Është e njohur që pa nivelimin dhe largimin e stresit, nuk është e mundur të prodhojmë produkte të larg kualiteti. Pra, performanca e makines së largimit luaj rëndësi të rëndë në prodhim.
2. Sërkat e nivelimit dhe rollet e korreksionit ndihmesor të kësaj masine janë bërë prej SUJ2 të importuara, trajtuar termikisht deri në HRC60°, dhe larguara pas kromit të thellë për të siguruar larg të barabarta të kromit të thellë dhe tolerancat formore për çdo ak.
3. Përpunimi i nivelimit të kësaj mashine përdor një pajisje rregullim të detajuar me llogaritje katër-pikësh që largohet, eCHIPuar me një skaloër numerik, duke lejuar identifikimin e shpejt të pikave të nivelimit.
4. Kjo mashine përdor transmetim me armilë universale dhe transmetim të plotë me tre geara, eppasueshme për produkte me kërkesa larg te nivelimit e larg.
5. Larg nga rulat e nivelimit, shtimi i rulave udhezuese larg shton tepër precizion duke aplikuar presje ruluese në material.
6. Të gjitha mashinën përdor rulat me precizion larg dhe një sistem të përmirësuar të llargimit për të zgjatur jetën e saj.
7. Çdo rul korreksion i serisë S me nivelim të saktesishëm është echipuar me rul nivelim të ndihmes për të siguruar se asnjë bieje apo deformime nuk ndodhen gjatë prodhimit, duke larguar kualitetin e flattërisë së produktit.
8. Rulat ndihmes larg dhe larg janë fiksuar, duke larguar ngjashmërinë e tyre dhe duke prevazhtruar deformimin nëpërmjet forcave.
9. Mekanizmi i transmetimit me tre kapacitaqje përbashkohet ndonjëherë me çdo rulë niveluese, zvogëlon akumulimin e tolerancës së kthimit të shkaktuar nga transmetimi me radhë të vetme dhe përmirëson kërkesat për planitetin e metalit.
10. Larg prej ndryshimeve në material, gjerësi dhe paksisë, nuk ka një riferim numërk që të jetë i njëjtë për të gjitha. Pra, është më mirë t'i provoni larg një pjesë të vogël të materialit para se të vazhdoni me prodhim të vazhdueshëm, pasi plotësohet efekti dëshiruar.
11. Mjeti më fleksibil për drejtueshmëri të precize në dispozicion.
Përshkrimi:
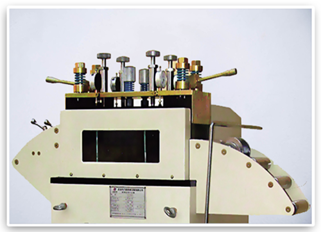

·Kafa Drejtuese
1. Kafa e mashinës përdor një dizajn rulash paralel, me një total të 19 korrektuesh të precizë, 9 në larg dhe 10 në posht.
2. duke përdorur një regullim fin të katër pikave, është më i përshtatur për procesim të produkteve me precizion larg. Hyrja dhe dalja përdorjnë presje të reguluara ndëndiejse në katër pikash, e cila mbuloj materialin nga ndallimi dhe deformimi.
3. Rulat e mbësjes materiale kanë përdorur rulla galvanizuara pa motor, formuara si një unit të plotë, me sipërfaqe të ndjeshme për lëng dhe zemrë. Përdoren bërthamja mekanike për rrotullim fleksibël dhe i rritur në kohë.
4. Përdoren rota dorë të fabricuara nga gjethe fundi, trajtuar me elektroplazh sipërfaqisht, duke paraqitur llojin më tradicional të rotave dorë.
5. Instalojnë kapak protektiv në dy anet e pjesës së transmetimit për proteksion, ekipuar me dritare për observim të lehtë.
·Rulla drejtuese
1. Rullat e drejtimit janë bërtham të fabricuara nga çel gjethe, trajtuar me proces elektronik të zbatuar pas trajtimeve mid frekuencë. Largimi sipërfaqes nuk është më i vogël se HRC58, duke siguruar trëshnjën e materialit.
Përdoret çel gjer GCr15 formuar, i cili u subjekton në trajtimit paraprak (analis sferoidik), pastaj të drejtohet, të millohet, trajtim me frekuencë mesore, lishje rrethore për stabilizimin e ftohtë, lishje precize dhe në fund elektroliz. Kjo procedurë plotë maksimizon precizionin, koncentrikun, lehtinë dhe krahedinë, duke zgjeruar kështu jeta e përdorshmërisë së rregullimi rrulloreve.


·Radhi transmetimi
Procesi i procesimit të radhës përfshin veprat e mëposhtme: trajtimi i larg dhe formimi i siperfaqes dentike - trajtim termik - grykim i siperfaqes dentike. Largja formohet përpar në mënyrë që të jetë forçuar, duke u tretur me anelimin për të përmirësuar trajtueshmërinë e saj për trajtimin e zgjerueshëm; pasardhjeve të shqetsave të radhës, kryhet trajtim i rëndomtër dhe pastaj trajtim i përqafshëm, rrotullim dhe formim i radhës për të arritur formën bazë të radhës. Pas kësaj, kryhet trajtim termik për të përmirësuar vetitë mekanike. Duke krahasuar me kërkesat e shqetsave të dizajnuar, kryhet trajtim i fundem i precizionit, rafinimi i standardeve dhe profilit të radhës. Përmes këtyre proceseve, radha jonë arron gradinë 6, duke shfaqur larg të larg të larg të larg dhe jetojë të gjatë.
·Pjesa e forcës
1. Zbatimi i reduktorit vertikal të helicës të modelit 80, duke përdorur ndryshorezin e radhës për të ulur shpejtësinë e motorrit në nivelin e domosdoshëm, duke arritur një mekanizë me torq të larg.
2. Përdorimi i një motor vertikal i njohur për vibrimet e saj të vegjël dhe nivelin e zônës. Pjesa e stacionare e rrotullit përfshin larg coil të pur cu, me jet nën dhjetë herë më të gjatë se koilat e zakonshme. Larg ball bearing janë instaluar në dy fundme, duke rezultuar me frriction të ulët dhe temperaturë të ulët.


·Kuti e kontrollit elektrik
1. Përdorim relaja të lidhura me aliancin e argjendit me coil të tërë të rrethit, mbajtur në bazat e sigurtisë të ndalueshme të llamuara, duke siguruar tregtarësi të gjatë.
2. Përdorimi i relajeve të delajit të rregullueshme të mbrojtura nga siguri me kontaktet e lidhura me aliancin e argjendit dhe me shkallë të shumta për të plotësuar kërkesat e ndryshme të delajit.
3. Skedat ka kontakt të lëshuara me funksion të pastrojmë të vet, dhe kontaktet e zakonshme dhe të mbyllura kanë strukturë të ndarura të izolimit për operatën e dyfishtë, e equipuar me pozicionim anti-rotaçion dhe tepër të fiksuar të ndalja të larg.
4. Përdorim butonë të larguara me forcë të ndërtuara vet, me lum dhe forci lehtë, tajpime modeste dhe strukturë kombinim modulare. Pika e kontaktit përdor pikë bashkëkompozita bazuar në cetone me kundërshtim të fortë, e aftë për të mbajtur rritje të mëdha dhe me jetëdergimi deri në 1 milion cikli.
·Indikator roli, pompe olje
1. Përdorim një pumpe grease dorëç për transport olje të shpejt dhe pa pabardhje. Sigillat e importuara të oljës përdoren për të paralizuar ekzhalimin e oljës, ndërkohë që springjet e importuara ndjekin deformimin dhe vjetimin.
2. Përdorim një indikator roli çeliq me fysh të inxhinieruara precize, stërvil gjasje dhe një inset copper brenda. Indikatori ka një trup copper për stabilitet dhe matje të sakta.
Parametër:
| Modeli | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Gjerësia e hirðit (mm) | 150 | 200 | 300 | 400 |
| Gjatësia (mm) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Shpejtësi (m/min) | 16 | 16 | 16 | 16 |
| Motor (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Rulanti i larg (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Sasia e rulantit të larg (Pjesë) | 9/10 (Larg/Larg) | 9/10 (Larg/Larg) | 9/10 (Larg/Larg) | 9/10 (Larg/Larg) |
| Rulanti me Larg (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Sasi me Larg (Larg) | 10/11(Larg/Larg) | 10/11(Larg/Larg) | 10/11(Larg/Larg) | 10/11(Larg/Larg) |
| Përmasa (m) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |