SPS Serija Precizni Ravnački Stroj za Spirale: Precizno Ravnanje Metalnih Listova za Debljinu Materijala od 0.2mm - 1.5mm
Deli
Za neprekidno štampanje različito debljine materijala
Rad u kombinaciji sa mašinom za otpremanje za automatsku proizvodnju
Može da se prilagodi
Opis Proizvoda
Osobina:
1. Ova serija ravnača je posebno dizajnirana od strane naše firme za precizno štampovanje tankih metalnih proizvoda. Poznato je da bez ravanja i smanjenja napona nemoguće je proizvesti kvalitetne proizvode. Stoga, performanse ravnača igraju ključnu ulogu u proizvodnji.
2. I ravnani valovi i popravni pomoćni valovi ovog stroja su izrađeni od uvezenog SUJ2, toplinsko obradjivanog do HRC60°, saštampano nakon tvrdog hromiranja kako bi se osigurala jednolika slojevi tvrdog hroma i tolerancije oblika za svaki vrat.
3. Podešavanje ravnanja ove mašine koristi uređaj za fino podešavanje četvorotaksnog ravnotežnog sistema, opremljen stepeničastim merilom, što omogućava brzu identifikaciju tačaka ravnanja.
4. Ova mašina koristi univerzalnu veštenu transmisiju i trostruku punu transmisiju, prilagođenu proizvodima sa visokim zahtevima za preciznost ravnanja.
5. Pored ravnačkih valjka, dodavanje vodiljnih valjaka još više poboljšava preciznost stiskanjem materijala kroz valjak.
6. Cela mašina koristi visoko precizne lopte i poboljšani sistem ulaganja da bi se produžio njen životni vek.
7. Svaki ispravni kolovrat S serije mašine za precizno ravnanje je opremljen pomoćnim kolovratima za ravnanje kako bi se osiguralo da ne dođe do savijanja ili deformacije tijekom proizvodnje, time poboljšavajući ravnodušnu kvalitetu proizvoda.
8. Gornji i donji pomoćni valci su fiksirani, što poboljšava čvrstoću valjeva i sprečava deformaciju pod naponom.
9. Trostruki prenosni mehanizam nezavisno pokreće svaki ravnački valjka sinhrono, štedeći nakupljanje tolerancije povratne igre uzrokovane jednogearnim prenosom i poboljšavajući zahtevne norme ravnosti listove.
10. Zbog različitosti materijala, širine i debljine, nema unifikovane numeričke reference. Zbog toga je savetljivo prvo da se ispravi malo delića materijala pre nego što se počne neprekidna proizvodnja, kada se željeni efekat postigne.
11. Najversatilniji precizni mašinski uređaj za ispravljivanje na raspolaganju.
Увод:

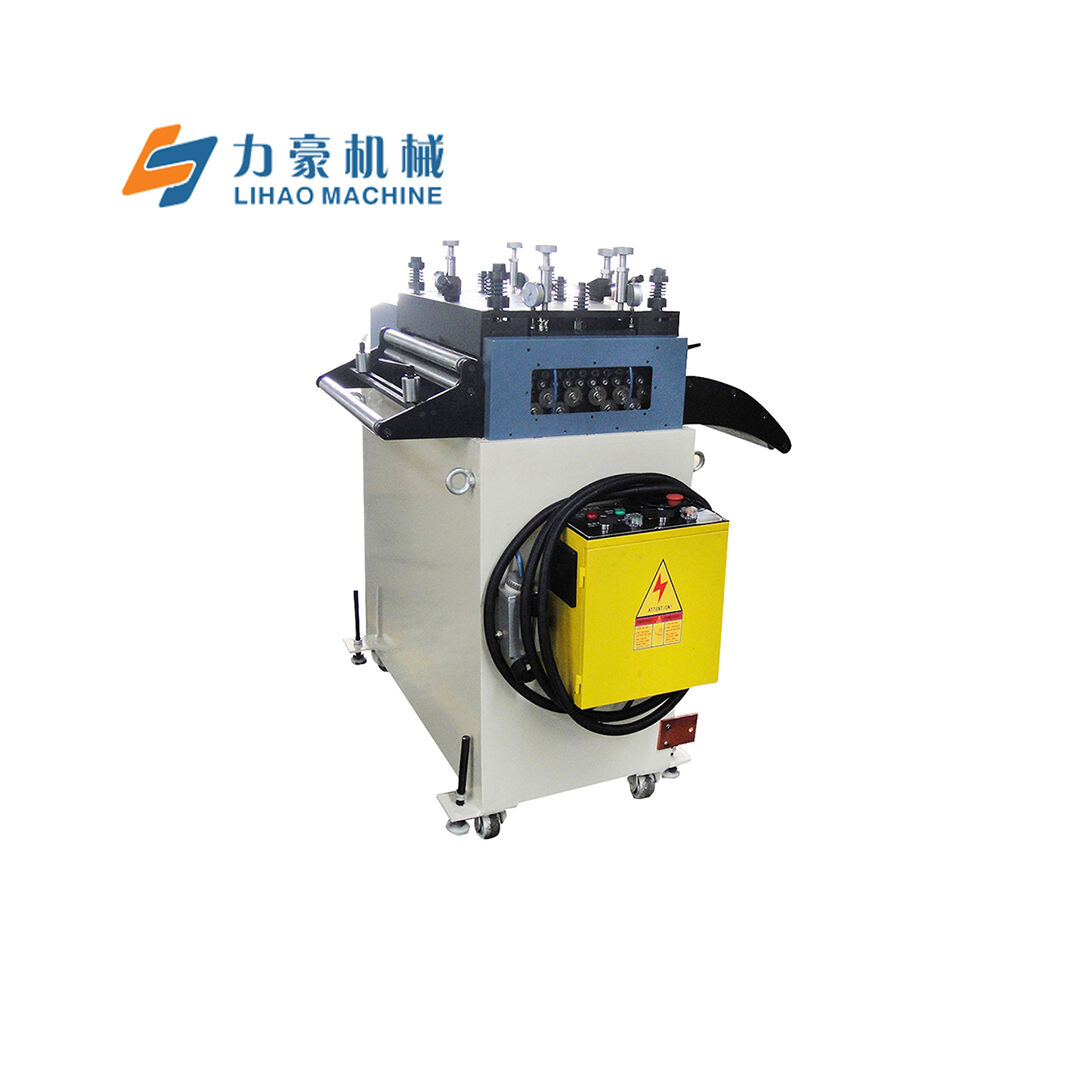
·Glava za ispravljanje
1. Glava mašine koristi paralelni dizajn valjeva, sa ukupno 19 preciznih ispravkih valjeva, 9 na vrhu i 10 na dnu.
2. Koristeći četvorotak finu regulaciju, bolje je prilagođeno obradi visokopreciznih proizvoda. Ulaz i izlaz koriste četvorotak nezavisno pritisak-regulabilnu kotačnu tlaku, učinkovito sprečavajući odstupanje i deformaciju materijala.
3. Nosne rolke su izrađene od neelektričnih galvanizovanih rolki, formirane kao jedinstvena jedinica, sa površinom otpornom na škrabanje i oštravanje. Korišćene su mehaničke ložnjače za fleksibilnu i trajnu rotaciju.
4. Koriste se rukuće od litog čelika, prikazane s elektroplaciranim površinama, što predstavlja najtraženijsi tip rukuća.
5. Namešteni su zaštitni poklopci po obe strane transmisije za zaštitu, opremljeni prozorima za lakše gledanje.
·Izravnavanje rolke
1. Rolke za izravnavanje su izrađene od čvrstog nosačkog čelika, obradjivane debljim elektroplaciranjem nakon srednjofrekventne obrade. Tvrdost površine nije manja od HRC58, što osigurava trajnost materijala.
Koristi se očvršćena zaobljena ocele GCr15, podložena preliminarnom toplinskoj obradi (sferoidnoj anealiji), zatim tornoje, freziranje, obrada srednjom frekvencijom, ruhađenje za hladnu stabilizaciju, precizno ruhađenje i na kraju elektroplaciranje. Ovaj kompleksan proces maksimizira preciznost, koncentričnost, glatkost i tvrdoću, čime se produžava radna doba poravnavanja valjeva.


·Transmisija zupčanika
Proces obrade zupčanika uključuje sledeće korake: obrada biljka zupčanika - obrada zubova - toplinsko tretiranje - šlehanje površine zuba. Biljka se prvenstveno forge, podvrgava se tanjanju kako bi se pobila machinabilnost za režanje; prema crtežima dizajna zupčanika vrši se grubo machinovanje, zatim polu-finišno, točenje, valčenje i hobiranje zupčanika da bi se postigla osnovna formacija zupčanika. Nakon toga, vrši se toplinsko tretiranje kako bi se pobili mehanički osobine. Prema zahtevima crteža dizajna, vrši se konačno precizno machinovanje, izrađujući standarde i profile zupčanika. Kroz ove procese, naš zupčanik dostiže rang 6, prikazujući visoku otpornost na nošenje, visoku jačinu i dug životni vek.
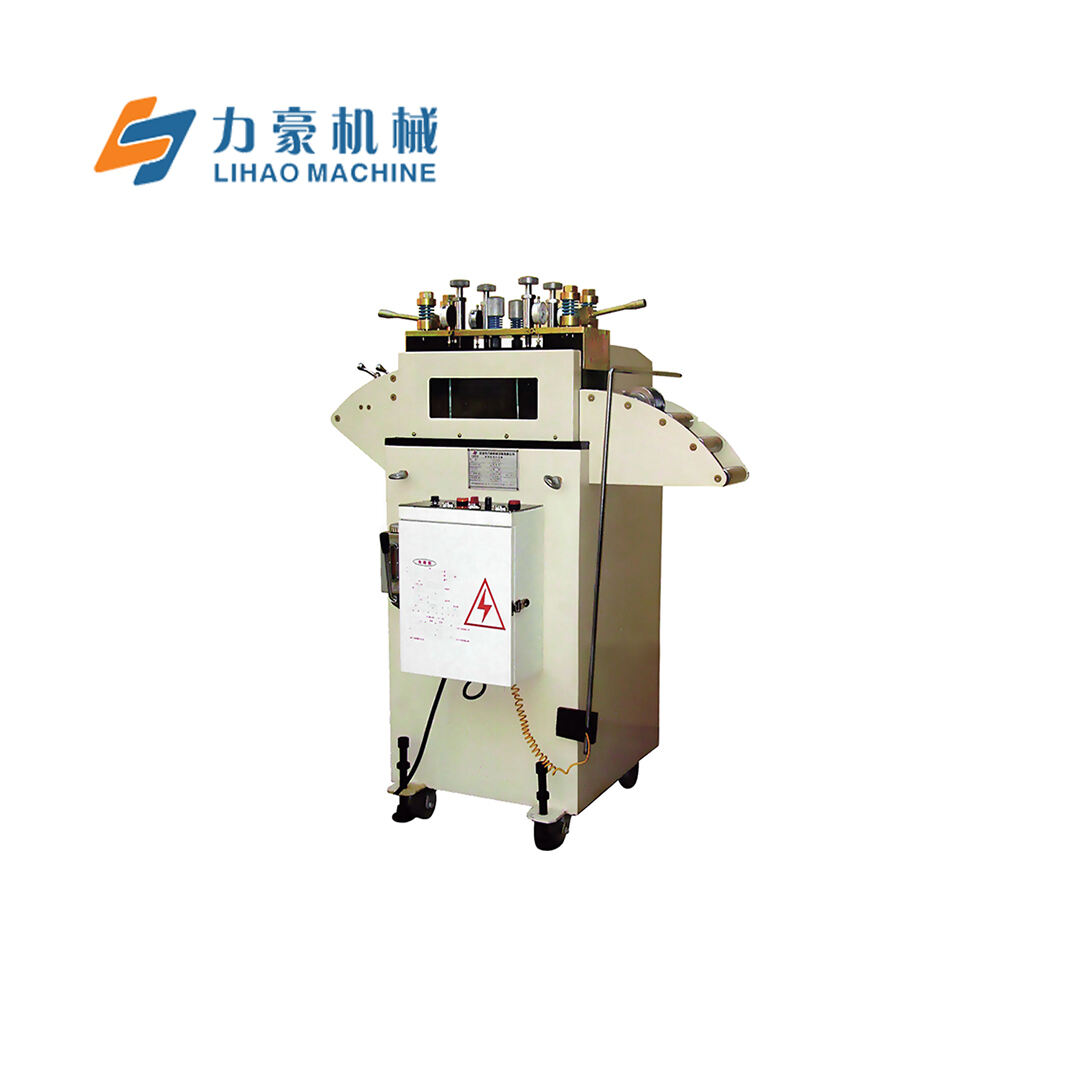
·Snaga sekcije
1. Implementacija vertikalnog reduktora sa štitnicom modela 80, koristeći konverter brzine zupčanika da smanji brzinu rotacije motora na traženi nivo, time postiže se mehanizam sa povećanim momentom.
2. Koristimo vertikalni motor poznat po minimalnom vibracijama i nivou buke. Stacionarna sekcija rotorja ima čistokovne spirale, sa životnim vekom deset puta dužim od standardnih spirala. Na oba kraja su montirane loptaste šipkave osovine, što rezultira smanjenjem trenja i temperature.


·Električna kontrolna kutija
1. Koristimo relaje od srebrnog saveza sa spirale od čista bakra, smeštena u baze zaštitenje od goričenja, osiguravajući dugotrajnu trajnost.
2. Koristimo sigurnosno zaštićene prilagodljive kola sa zakasnilim relajima, sa kontaktima od srebrnog saveza i više opsega regulatora za ispunjavanje različitih zahteva za zakasnite.
3. Prekidevi imaju kliznje kontakte sa samociscenjskom funkcijom. Kontakti u normalno otvorenom i normalno zatvorenom položaju koriste odvojenu izolacionu strukturu za dvopolaran rad, opremljeni sa protuprotacionim pozicioniranjem i protupropustljivim montažnim podlozima.
4. Koristimo samopovratne ravne pritiskne gumbe sa svetlom i laka snagom, umjeranim udarcima i modularnom kombinacijskom strukturom. Tačke kontakte koriste ketonske složene tačke sa jakim provodnjom, sposobne da nose velike struje i sa životnim vekom do 1 miliona cikusa.
·Pokazivač sata, ulja pumpa
1. Korišćenje ručne mašnje pumpe za brzu i laku dostavu ulja. Uvezeni uljni pečati se koriste za sprečavanje izleivanja ulja, dok uvezeni pruzovi otporni su deformaciji i starenju.
2. Korišćenje oceljnog pokazivača sata sa precizno obrađenim licem, prašinskim staklom i unutrašnjim bakrenim ugradnju. Merilo ima bakri jezgro za stabilnost i precizno merenje.
Parametar:
| Model | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Širina spirale (mm) | 150 | 200 | 300 | 400 |
| Debljina (mm) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Brzina (m/min) | 16 | 16 | 16 | 16 |
| Motor (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Rudni valac (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Količina rudnih valaca (komad) | 9/10 (Gornji/Donji) | 9/10 (Gornji/Donji) | 9/10 (Gornji/Donji) | 9/10 (Gornji/Donji) |
| Precizni valac (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Tačnost količine (komada) | 10/11(Gornji/Donji) | 10/11(Gornji/Donji) | 10/11(Gornji/Donji) | 10/11(Gornji/Donji) |
| Dimenzija (m) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |