SPS Serie Precision Spol Raktandemaskin: Precision Metallskena Jämning För Materialtjocklek Området 0,2mm - 1,5mm
Dela
För kontinuerlig prickning av material med olika tjocklekar
Arbetar tillsammans med avrullningsmaskin för automatisk produktion
Kan anpassas
Produktbeskrivning
Funktion:
1. Denna serie av rättarmaskiner har utvecklats specifikt av vår företag för precist prickning av tunna metallprodukter. Det är välkänt att utan jämning och stressavlastning är det omöjligt att producera högkvalitativa produkter. Därför spelar prestationen av rättarmaskinen en avgörande roll i produktionen.
2. Både de jämna rullarna och korrektionshjälp-rullarna på denna maskin är gjorda av importerad SUJ2, värmebehandlad till HRC60°, slipad efter hårdkrombearbetning för att säkerställa likformiga hårdkromlagren och formtoleranser för varje axel.
3. Nivelleringen av denna maskin använder en flytande fyra-punkts balansfinjusteringsenhet, utrustad med en skivmätare, vilket möjliggör snabb identifiering av nivellerpunkterna.
4. Denna maskin använder universalgensk transmission och tre-gear full transmission, lämplig för produkter med höga krav på rakningsnoggrannhet.
5. Utöver rakningsrullar har tilläggsrullar lagts till, vilka ytterligare förbättrar noggrannheten genom att utöva rullningstryck på materialet.
6. Hela maskinen använder högnoggranna lager och ett förbättrat smörjningssystem för att förlänga dess livslängd.
7. Varje korrekturrulle i S-seriens precisionsrakningsmaskin är utrustad med nivelleringstillhöriga hjul för att säkerställa att ingen böjning eller deformation inträffar under produktionen, vilket förbättrar produkternas plattanegenskaper.
8. Både övre och undre tilläggsrullar är fästa, vilket förstärker rullarnas stelhet och förhindrar deformation under belastning.
9. Den tripla överlappningsöverföringsmekanismen drar varje nivelleringsskiva oberoende av varandra synkronisert, vilket minskar ackumuleringen av toleransfel orsakade av enstaka växelöverföring och förbättrar plattformskraven på metallplåt.
10. På grund av variationer i material, bredd och tjocklek finns det ingen enhetlig numerisk referens. Därför är det lämpligt att först testa att rätta en liten sektion av materialet innan kontinuerlig produktion, när den önskade effekten har uppnåtts.
11. Den mest universella precisionsrättningsmaskinen som finns tillgänglig.
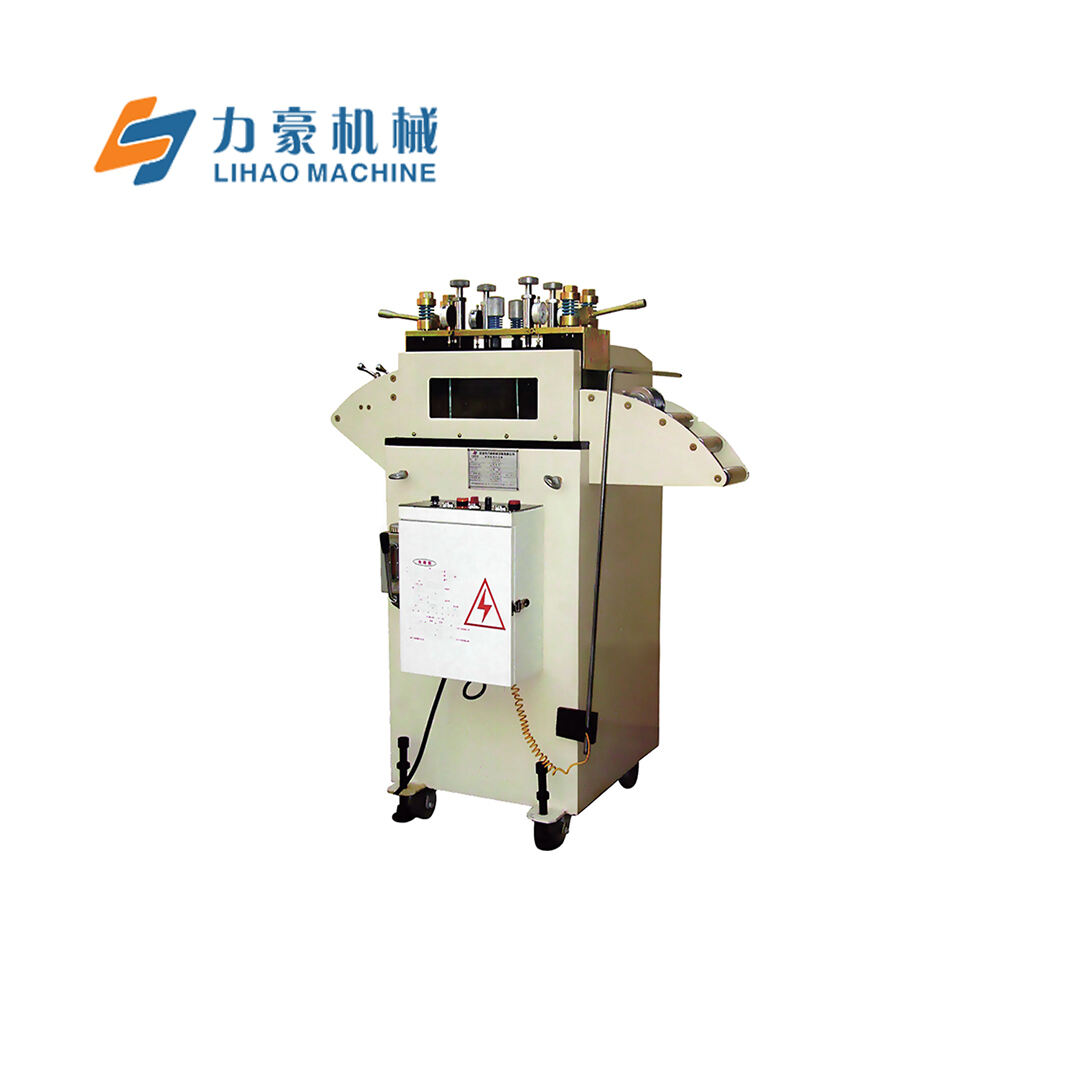
Introduktion:

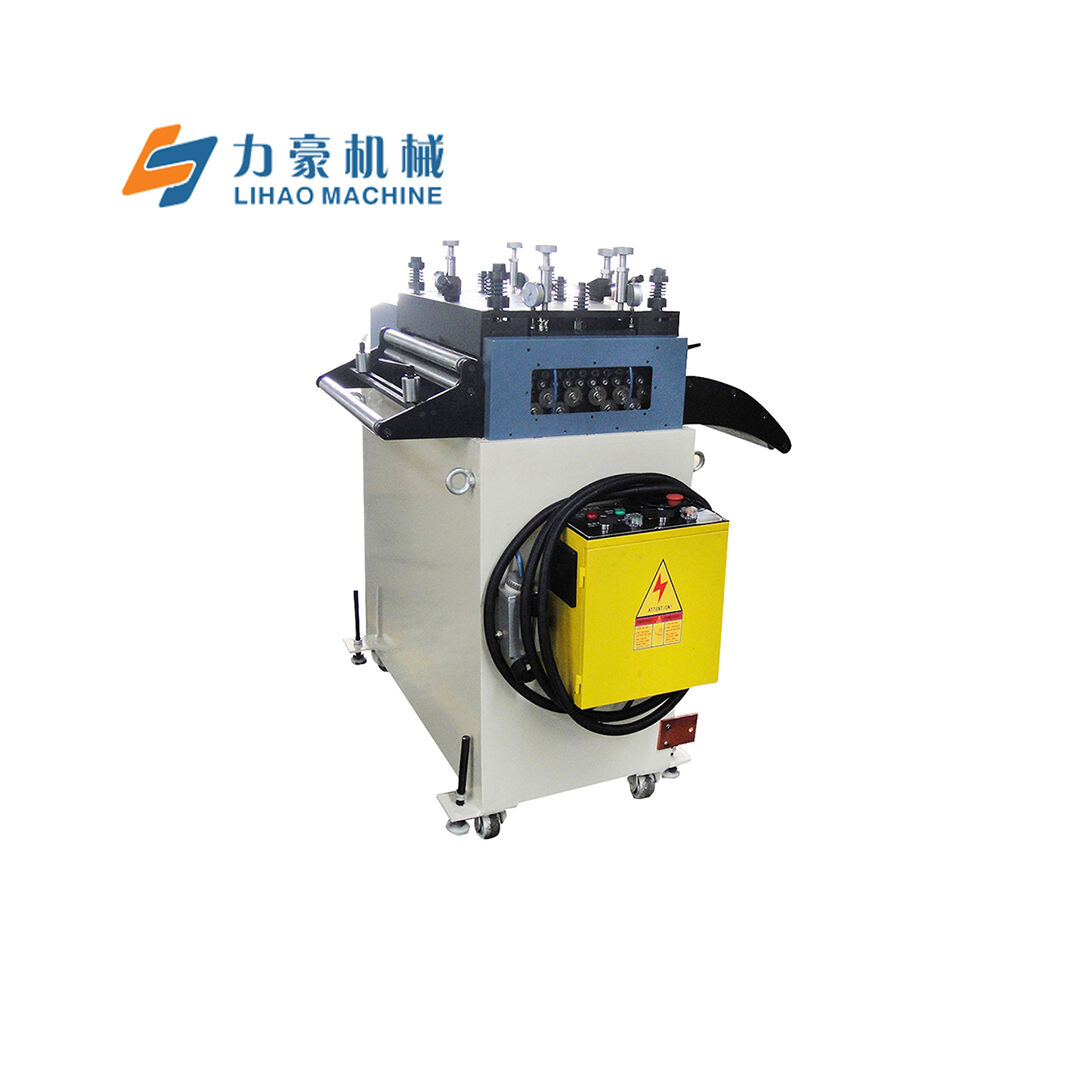
·Rättningshuvud
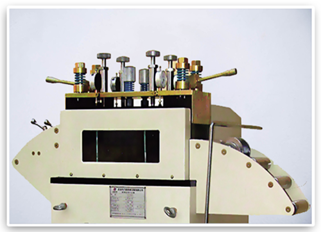
1. Maskinhuvudet använder en parallellskivdesign, med totalt 19 precisionskorrigeringsskivor, 9 på toppen och 10 på botten.
2. Genom att använda fjärpunktsfinjustering passar det bättre för bearbetning av högprecisionsprodukter. Inmatningen och utmatningen använder fjärpunktsindependenta tryckjusterbara födslags hjultryck, vilket effektivt förhindrar materialavvikelse och deformation.
3. Materialstödsrullarna använder sig av oströdda galvaniserade rullar, formade som en helhet, med en yta som motstår skrapning och smärning. Mekaniska lager används för flexibelt och hållbart rotation.
4. Handhjul av gjutjärn används, behandlade med ytelektrolytisk plåtering, vilket representerar den mest traditionella typen av handhjul.
5. Skyddslock installerades på båda sidor av传动avsnittet för skydd, utrustade med observationsfönster för enkelt synliggörande.
·Rakningsrulle
1. Rakningsrullarna tillverkas av massiv lagerrullstål, behandlat med förtjockad elektrolytisk plåtering efter midfrekvensbehandling. Ythårdheten är inte lägre än HRC58, vilket säkerställer materialets hållbarhet.
2. GCr15 forgat rundstål används, utsatts för förvarmvbearbetning (klotformig avhärdisning), följt av turning, fräsning, midfrekvensbehandling, grovslipning för kallstabilisering, precisionsslipning och slutligen elektroplåtering. Denna omfattande process maximiserar noggrannhet, koncentrisitet, slithet och hårdhet, vilket förlänger tjänstelivet på rätning rullarna.


·Transmissionsgearing
Tandskivbearbetningsprocessen omfattar följande steg: bearbetning av tandskivblank - tandyta bearbetning - vedertillämpning - tandytaspinkning. Blanken formges främst genom skforging, där den utsätts för normalisering för att förbättra dess bearbetbarhet vid skärning; enligt tandskivdesignritningarna utförs grovbearbetning, följt av halvslutförande, turning, rullning och tandskivhobbing för att uppnå grundläggande tandskivbildning. Därefter genomförs vedertillämpning för att förbättra mekaniska egenskaper. Enligt kraven i designritningarna utförs slutlig precisionbearbetning, som förfinar standarderna och tandskivprofilerna. Genom dessa processer når vår tandskiva grad 6, vilket visar hög smothetstolerans, hög styrka och lång livslängd.
·Drivsektion
1. Implementering av en vertikal reducerare med modell 80 ormradsgear, där gearhjulet används som hastighetsomvandlare för att sänka motorens rotationshastighet till den nödvändiga nivån, därmed uppnås en mekanism med ökad vridmoment.
2. Använder en vertikal motor som är känd för sina minimala vibrationer och ljudnivåer. Den stationära rotoravsnittet har rena kopparkol, vilket ger en livslängd tio gånger längre än standardkol. Klotbearingar är monterade på båda sidorna, vilket resulterar i minskad friktion och temperatur.


·Elektrisk styrenhet
1. Vi använder silverlegerade relé med alla-kopparkol, hölls i brandskyddade säkerhetsbaser, vilket garanterar långvarig hållbarhet.
2. Använder säkerhetsbeskyddade justerbbara cirkuitsfördröjningsrelé med silverlegerade kontakter och flera intervallreglage för att uppfylla olika fördröjningskrav.
3. Växlar har glidande kontakter med självrenande funktion. Normalt öppna och normalt stängda kontakter använder en separerad isoleringsstruktur för bipolär operation, utrustad med motrotationssättning och motlossningsspak.
4. Vi använder självåterställande platta tryckknappar med ljust och smidigt tryck, moderata tangentströkningar och en modulär kombinationsstruktur. Kontaktpunkterna använder ketonbaserade sammansatta punkter med stark ledningseffekt, som kan bära stora strömmar och har en livslängd på upp till 1 miljon cykler.
·Vägmätare, oljepump
1. Använder en handdriven fettpump för snabb och enkel oljetillförsel. Importerade oljeseglar används för att förhindra oljutlossning, medan importerade fjädrar motstår deformation och åldring.
2. Använder en stål vägmätare med ett noggrant konstruerat mätarsikte, dammbevis glas och en inre kopparinlaggning. Mätaren har en kopparkärna för stabilitet och precist mätning.
Parameter:
| Modell | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Spolarbredd (mm) | 150 | 200 | 300 | 400 |
| Tjocklek (mm) | 0,2-1,5 | 0,2-1,5 | 0.2-1.3 | 0.2-1.2 |
| Hastighet (m/min) | 16 | 16 | 16 | 16 |
| Motor (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Rårull (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Rårullantal (st) | 9/10 (Övre/Nedre) | 9/10 (Övre/Nedre) | 9/10 (Övre/Nedre) | 9/10 (Övre/Nedre) |
| Nogrull (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Nogantal (st) | 10/11 (Övre/Nedre) | 10/11 (Övre/Nedre) | 10/11 (Övre/Nedre) | 10/11 (Övre/Nedre) |
| dimension (m) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |