SPS-reeks Presisie Spoel Regstrekmasjien: Presisie Metale Blaasvlak vir Materiaal diktebereik van 0.2mm - 1.5mm
Deel
Voor verskillende dikte materiaal opeenvolgende pyngebruik
Werk saam met ontrolmasjien vir outomatiese produksie
Kan Aangepas Word
Produkbeskrywing
Kenmerk:
1. Hierdie reeks regtermasjiene is spesifiek deur ons maatskappy ontwerp vir die presiese borsel van dun metaalbladprodukte. Dit is algemeen bekend dat sonder vlakmaking en spanningontlasting dit onmoontlik is om hoë-kwaliteitsprodukte te vervaardig. Daarom speel die prestasie van die regtermasjiene 'n kritieke rol in die produksie.
2. Albei die vlakmakingrolle en korreksiehulpiesrolle van hierdie masjien word gemaak van geïmporteerde SUJ2, hitbehandel tot HRC60°, geskaaf ná hardchromepeling om seker te stel van uniforme hardchrome lagen en vormtoleransies vir elke as.
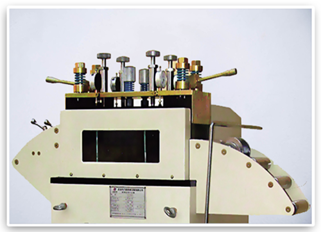
3. Die vlakstellingsaanpassing van hierdie masjien maak gebruik van 'n drijvende vierpuntbalansfynaanpassings-toestel, uitgerus met 'n draaibordmaat, wat vinnige identifisering van die vlakpunte moontlik maak.
4. Hierdie masjien maak gebruik van universele gewrigtransmissie en 'n drievoue volledige transmissie, geskik vir produkte met hoë reguitstelling noukeurigheidsvereistes.
5. Behalwe reguitrolle word leirolle bygevoeg, wat presisie verder verbeter deur rolspanning op die materiaal aan te wend.
6. Die hele masjien maak gebruik van hoë-noukeurigheid berye en 'n verbeterde smeerstelsel om sy lewensduur te verleng.
7. Elke korreksierol van die S-reeks presisie reguitstellingmasjien is uitgerus met vlakstellingsbylaairolle om seker te stel dat geen buig of vervorming tydens produksie plaasvind nie, wat die vlakheid kwaliteit van die produk verbeter.
8. Beide bo- en ondersteunbylaairolle is vasgemaak, wat die starheid van die rolle versterk en spanningonder verwyselings voorkom.
9. Die drievoudige oplegtransmissiemeganisme dryf elke vlakrol onafhanklik gesondrigh, waarmee die opkoping van terugslagtoleransie veroorsaak deur enkelversnapertransmissie verminder word en die vlaktheidseis van blaaistalplaat verbeter word.
10. As gevolg van variasies in materiaal, wydte en dikte, is daar geen uniforme numeriese verwysing nie. Dus, dit is raadsaam om eers 'n klein gedeelte van die materiaal te toets voordat kontinue produksie begin nadat die gewenste effek bereik is.
11. Die mees veelsydige presisie-uitlyningsmasjien beskikbaar.
Inleiding:

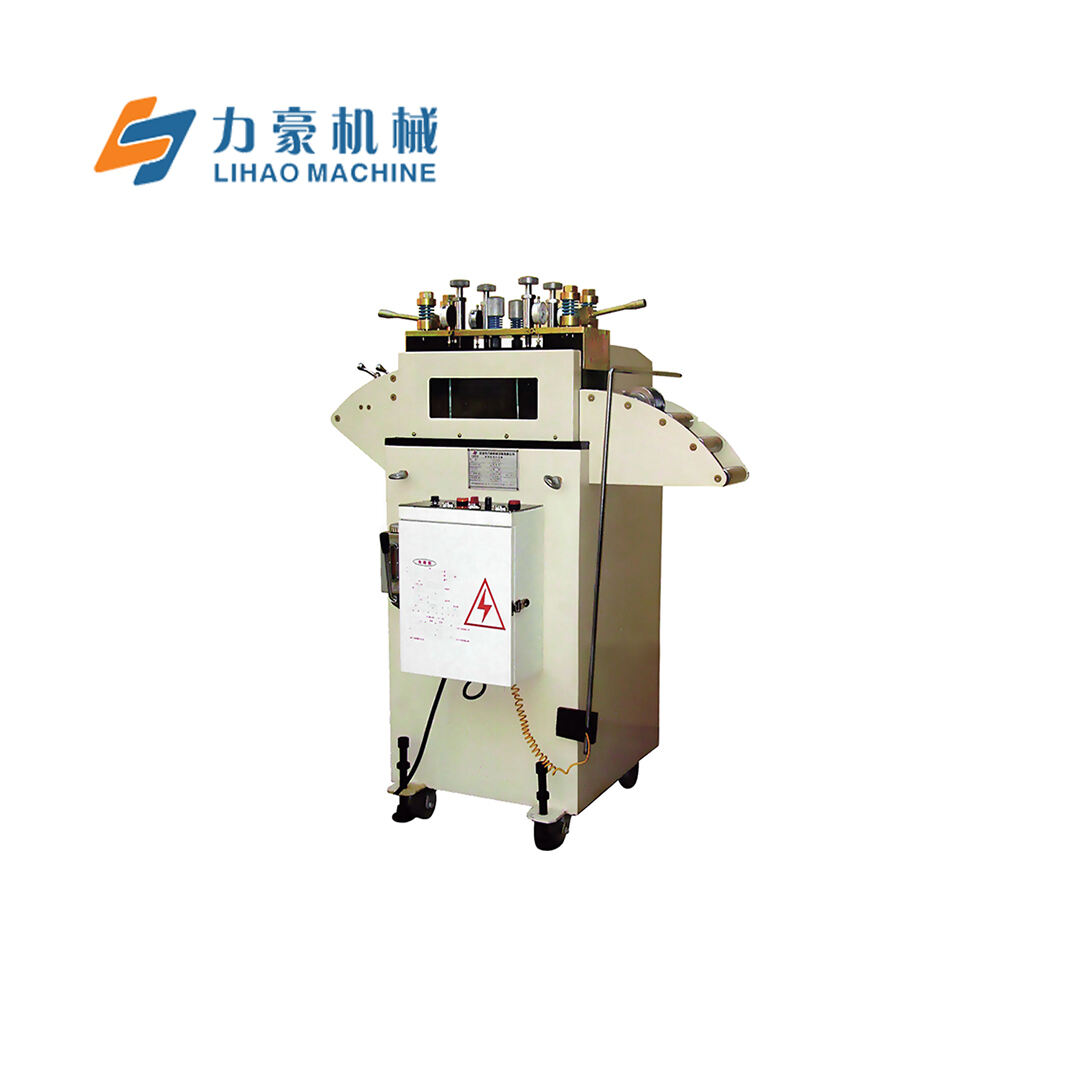
·Uitlyningskop
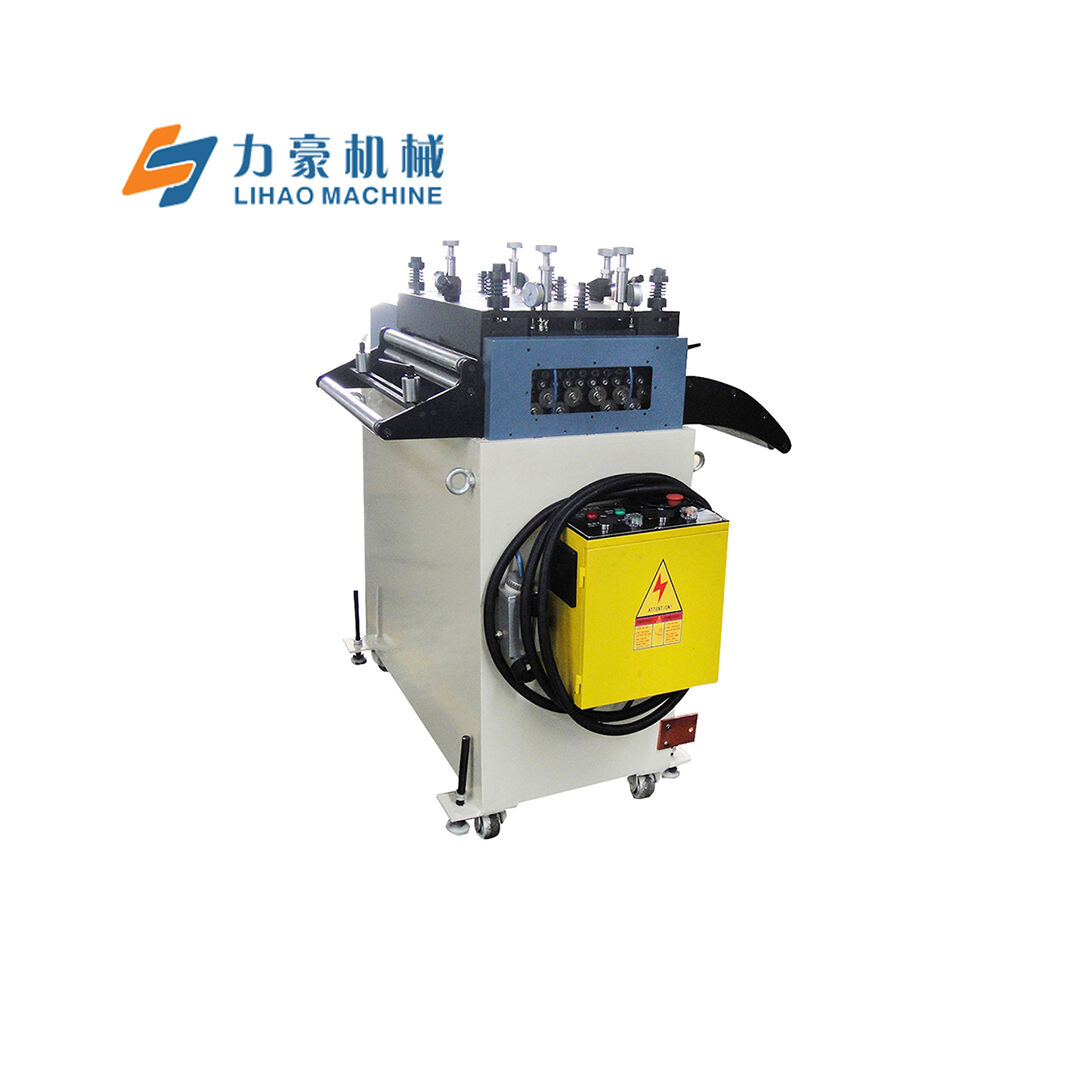
1. Die masjienkop gebruik 'n parallelrolontwerp, met 'n totaal van 19 presisie-herstelrolle, 9 bo-aan en 10 onderaan.
2. Deur 'n vierpuntfynverstellingsistemat te gebruik, is dit meer geskik vir die verwerking van hoë-presisieprodukte. Die invoer en uitvoer maak gebruik van vierpunt-onafhanklike drukverstellbare voedingswiel-druk, wat doeltreffend materiaaluitskuif en -vervorming voorkom.
3. Die materiaal ondersteuningsrolle maak gebruik van ongekragde galvaniseerde rolle, gevorm as 'n eenheidsenheidel, met 'n oppervlak wat weerstand bied teen skrap en afwerping. Mekaniese draaibare word gebruik vir buigsaam en duurzaam rotasie.
4. Gietery handrader word gebruik, behandel met oppervlakte elektroplating, wat die mees tradisionele tipe handrad verteenwoordig.
5. Beskermende dekke is op beide kante van die oordragstuk geïnstalleer vir beskerming, uitgerus met kykwynke vir maklik waarneming.
·Regrol
1. Die regrolle word gemaak van soliede draaibare staal, behandel met 'n verdikte elektroplating proses na midfrekwensiebehandeling. Die oppervlaktehardheid is nie minder as HRC58, wat duurzaamheid van die materiaal verseker.
2. GCr15 gesmukste rondstaal word gebruik, onderworpen aan voortoetsbehandeling (sferoidiserende annealing), gevolg deur draaien, frêsen, middelfrequentiebehandeling, ruw skuur vir kouestabilisering, presisieskuur en tenslote elektroplating. Hierdie omvattende proses maksimeer presisie, sentrikiteit, gladheid en hardheid, wat die dienstlewe van die verleng. regstelling rolle


·Oordragstou
Die versnellingverwerkingproses sluit die volgende stappe in: versnellingsbalanskaping - tandeoppervlakskaping - hittebehandeling - tandeoppervlakspolisering. Die balans word hoofsaaklik deur middel van smeeding vervaardig, onderworpen aan annealeringsprosesse om sy snybaarheid te verbeter; volgens die versnellingontwerptekeninge word grofsnijwerk uitgevoer, gevolg deur semi-fynsnijwerk, draaien, rol en versnellinghobbel om die basiese versnellingsvorm te bereik. Daarna word hittebehandeling uitgevoer om masjienkundige eienskappe te verbeter. Volgens die vereistes van die ontwerptekeninge word finale presisiesnijwerk gedoen, verfynende die standaarde en versnellingprofiële. Deur hierdie prosesse bereik ons versnelling 'n graad van 6, wat hoë weerstand teen verslijting, hoë sterkte en 'n langer dienstyd vertoon.
·Kragseksie
1. Implementering van 'n 80-model wormversnelling vertikaal verminderder, waarin die versnelling se spoedomvormer gebruik word om die motor se rotasiespoed tot die benodigde vlak te verlaag, waardoor 'n meganisme met verhoogde koppelword bereik.
2. 'n Vertikale motor word gebruik, bekend om sy minimale trilling en gelaasvlakke. Die vaste rotorafdeling het 'n reen koper spoel, wat 'n lewensduur tien keer langer is as standaard spoels. Koolstof draaislys word aan beide kante geïnstalleer, wat lei tot verminderde wrywing en temperatuur.


·Elektriese beheksdoos
1. Ons gebruik silwerlegerings relés met al-koper spoels, gehuisvest in vlamweerstandende veiligheidsbasisse, wat verseker van langdurige duurzaamheid.
2. Veilighed beskermde verstellbare skakelingvertragingsrelés word gebruik met silwerlegerings kontakte en meervoudige bereikdraaisknoppies om verskeie vertragingsbehoeftes te voldoen.
3. Skakelaars het glijdende kontakte met self-reinigende funksionaliteit. Normaal oop en normaal geslote kontakte gebruik 'n geskeide isolatiestruktuur vir tweepolbedrywing, uitgerus met anti-roteringsposisie en anti-verstrykingsmondingsplaatte.
4. Ons maak gebruik van self-herstelde plat drukknoppies met lig en vinnige krag, matige toetsstryke, en 'n modulêre kombinasiestruktuur. Die kontakpunte maak gebruik van keton-gebaseerde samestellingspunte met sterk geleië, in staat om groot strome te dra en 'n lewenspan van tot 1 miljoen siklusse.
·Skermindikator, oliepomp
1. Gebruik van 'n handbedrywe vetpomp vir vinnige en maklike olieverskaffing. Geïmporteerde ollas word gebruik om olieuitloop te voorkom, terwyl geïmporteerde veerresistansie teen vervorming en ouderdom bestaan.
2. Gebruik van 'n staal skermindikator met 'n presisie-gemaakte skermvlak, stofvry glas, en 'n binne-koper inset. Die meetinstrument het 'n koper kern vir stabiliteit en presiese meting.
Parameter:
| Model | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Spoelwydte (mm) | 150 | 200 | 300 | 400 |
| Dikte (mm) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Spoed (m/min) | 16 | 16 | 16 | 16 |
| Motor (HP) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Ruwe rol (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Aantal ruwe rolle (Stks) | 9/10 (Bo/On) | 9/10 (Bo/On) | 9/10 (Bo/On) | 9/10 (Bo/On) |
| Naukeurige Rol (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Naukeurige Kwantiteit (Stukke) | 10/11(Bo/onder) | 10/11(Bo/onder) | 10/11(Bo/onder) | 10/11(Bo/onder) |
| Afmeting (m) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |