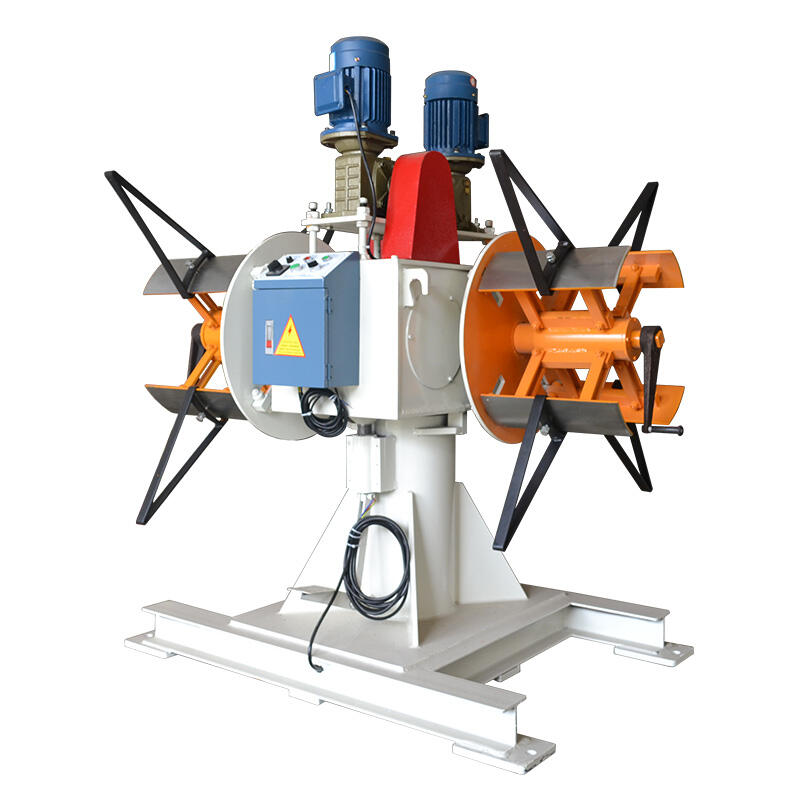



DBMT Раскручывач з двума голавамі з ящикам для кантролю схутка для металічных лістоў, Раскручывач падыходзіць для шырэннай матэрыяла 200мм - 400мм
Дзяліцца
Гідравічная экспансія мандрала ( для 3 тонн і больш апушчальніка )
Пневматычная рука для фіксацыі валка ( для цоткоў трацкай за 1.6 мм )
Паворот двойных галавак ногою
Аб асоблівасцях
1. Зменшэнне часу замены матэрыяла, падвышэнне эфектыўнасці праўлення
2. Можа працуе з выпрямляльнікам.
3. Можа быць перастроена на моторную, дадаўшы матор і кантрольны ящик.
4. З два родамі экспансіі: рукавая і гідравічная.
5. Гэтая машина падыходзіць для высоцкасхвіліннага штурха, такіх як статар, ратар і ліст ET, і т.д.
Апісанне праduktу
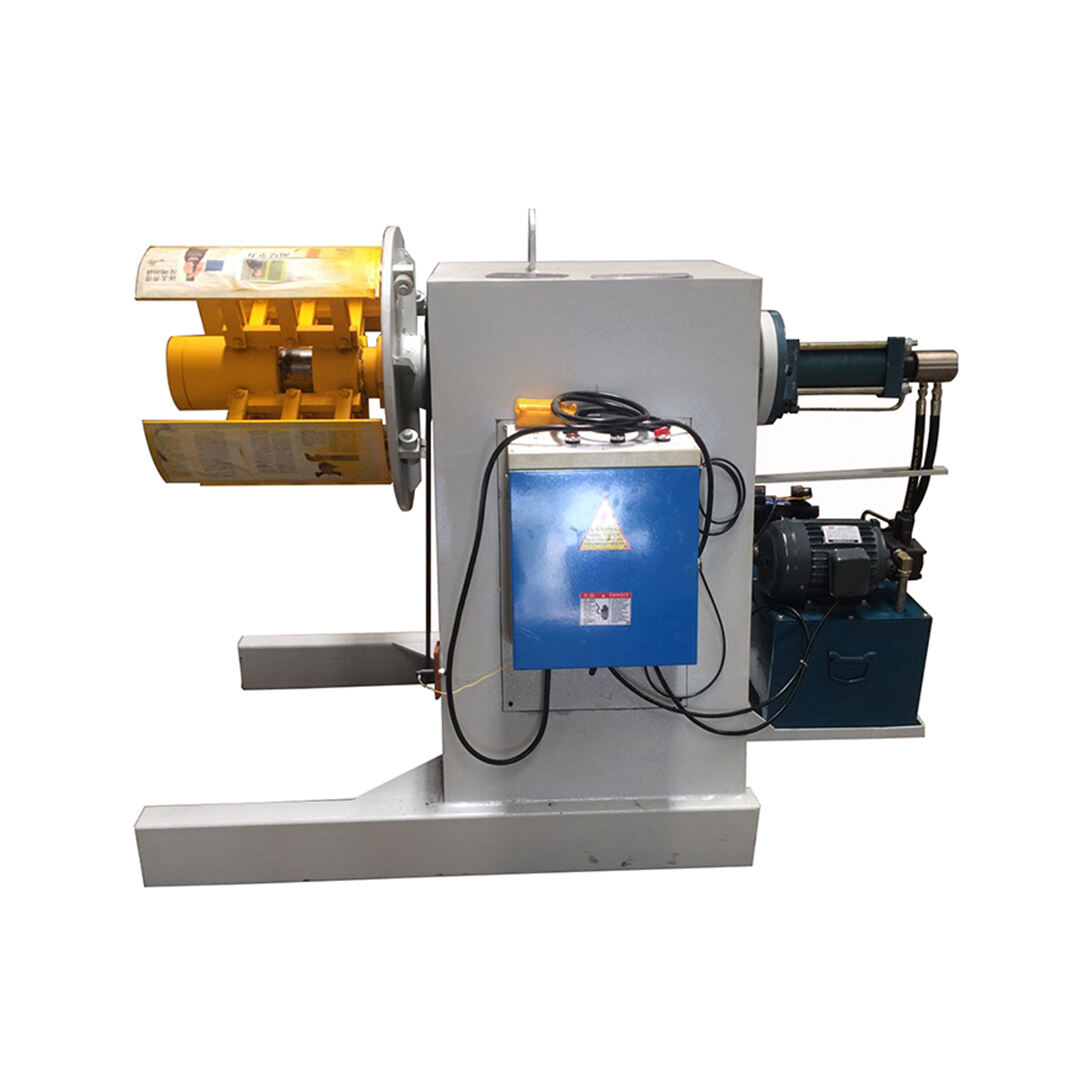
Матарны Двухголовы Размотчик
Структура Апарату:
1. Устройства для закреплення катка
2. Плиткі
3. Вярозам Karno
4. Настраўальная шуруп
5. Настраўная ручка
6. Ручка
Аб асоблівасцях :
1. Зменшэнне часу пераключэння матэрыяла і павышэнне вытворчай спасобы.
2. Можа выкарыстоўвацца разам з устроям для выпрямлення.
3. Можа абсталявацца моторам і электронным кантролем, стаўляючы ў сіловой матэрыяльны стаяк.
4. Прапануе два спосабы расширення: ручнае ручнае расширенне і гіdraulic expansion.
5. Для вузкіх матэрыялаў даступныя адпрацоўкі для перасунку ў левую і правую stronу.
6. Гэтая апаратура падaje для высо kaspeed stamping, такія як статары, ратары і ET лісты.

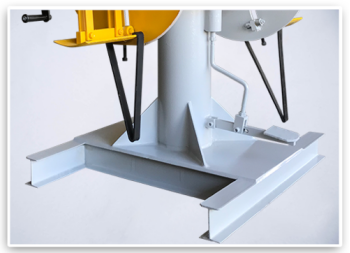
Структура кузова
1. Гэтая апаратура складаецца з рамы, галоўнага пазіцыяннага бокса і стаяка для завантажэння матэрыялаў. Галоўны пазіцыянны бокс служыць несцікам, падтрымваемым даўгім базавым колесам, прынісячы кампактны розмер, мінімальную плошчу, вышыню несціка і гнуткі выкарыстанне.
2. З dua-axial structura, яно дазваляе завантажваць матэрыялы падчас працэсу, значна зменшыў час замены матэрыялаў, павялічыў вытворчую спасобнасць і зніжыў вытворчыя затраты.
3. Абстайлванне даступна ў сіловых і несілавых версіях і можа выкарыстоўвацца разам з выпряміцелямі і выпряміцелямі.
Галоўны вал і пластына
1. Тайлі вырабляюцца з матэрыяла A3, пасля вырэzu праходзяць заусненне, далей фрезэрка тайловых скосаў, і потым пераходзяць да згіну, сверлення і фрезэркі канавак.
2. Выкарыстоўваюцца протыскідныя гаекі для закріпленьня ўсіх кампанент, што спаборажае адцугванне падчас эксплуатацыі, таму што уяўляе машынныя пошкоджэнні ці несчастныя выпадкі.
3. Галоўны вал і валавы чарнік таячна абробляюцца, каб забяспечыць плавную адпрацоўку ўнутраных і знешніх дыяметраў машыны, што спаборажае непатрэбную паўню для адпрацоўкі.


Сілачацькая частка
1. Выкарыстанне 80-тыпа рэдуктара з чарнічным колесам, выкарыстоўваючы пераўціленне ходзёў, каб зменшыць хуткасць абаротаў матачына да патрабаванай і атрымаць механізм з больш вялікім круццовым момантом.
2. Выкарыстанне вертыкальнага матачына, з нізкім узброем і шумам. Часць статара выкарыстоўвае чысты медныя спалі, з жыццёвым рэсурсам, які ў дзесяць разоў вялічэйшы за звычайныя спалі. Укомплектаванае валявымі падшипнікамі ад ободвух бакоў, што прыводзіць да нізкага тэрцыя і температуры.
Электрычны кантрольны блок
1. Выкарыстанне сільверных рэлятаў, ўсе-медных спалей, пламязастаяных баз безапаснасці, што забяспечвае трывалую цыкавыню.
2. Укомплектаванае захопным абаронным кіруйкам з ад刚оўнай ціркуітнай задняйкай, сірнічнымі контактамі, многімі андрумамі, што адпавядае розным дыяпазонам заднякаў.
3. Пераключальнікі маюць слайдавыя контакты з самастойным функцыянальным чысткай. Нормальна адкрытыя і нормальна закрытыя контакты выкарыстоўваюць розлучную структуру, што дазваляе двухполюсную аперацыю, з антыймковым пазіцыяваннем і антыймкавымі падкладкамі.
4. Выкарыстанне самапераняльных плоскіх клавіш, лёгкіх і пражыццеліўных ў аперацыі, з умерэнным ходам. Кантактныя блокі выкарыстоўваюць кетонавыя складнія пункты, якія забезпечваюць высокуе працэдэнтнасць і здатныя несці вялікія токі, з рэсурсам да мільёна цыклоў.
Чацвёртая частка
1. Каркас спроектаваны з выкарыстаннем сварнай канструкцыі, выкарыстоўваючы машины для двойчай зашчіты пад час сваркі. Сварка пачынаецца з вертыкальных кутоў, пасля чаго сварваюцца плоскія кути. Пачынаюць з короткіх швіў, пасля чаго працягваюць да дзяржавых, забяспечваючы цісную сварку і павышаючы якасць.
2. Усе матэрыялы рамы вырэзаюцца з дапамогай лазара ці плазменага вырэzu, што прыводзіць да високай таячнасці.
3. Усе часткі абробляюцца з дапамогай CNC і чыславай кантрольнай тэхналогіі, што забяспечвае добрае пераменаванне апарату.
4. Цэлае ўстройства простае, што дазваляе технічным рабочым звычайнага ўзроўня збіраць і замяніць часткі апарату, што зручна і швидка, значна змяшчаючы кастанты на праверку.
| Тып | Шырыня матэрыяла (мм) | Дыяметр валка.Внутр (мм) | Дыяметр валка.Знеш (мм) | Вага валка (кг) |
| DBMT-200 | 200 | 450-530 | 1200 | 500 |
| DBMT-300 | 300 | 450-530 | 1200 | 800 |
| DBMT-400 | 400 | 450-530 | 1200 | 1000 |
| DBMT-500 | 500 | 450-530 | 1200 | 1500 |
Апцыон:
Гідравічная экспансія мандрала ( для 3 тонн і больш апушчальніка )
Пневматычная/гіdraulic усілець для закрэплёння валка (для цусвайшання больш 1.6 мм)
Пераменнае ходавае акустачнае ўладанне
Матарызаваная двойная абортация (ад гіdraulic мотара)
Уладанне для завантажэння валка
Заўвага: Можа быць прапанавана спецыяльнае канструюванне, каб задаволіць любыя патрабаванні.