Сірыя SPS Дыкуюча Машына Выsoкай Точнасці Для Катушак: Ураўнёванне Металічных Аркушоў З Дапускаемай Туцэвасцю Матэрыялу 0,2мм - 1,5мм
Дзяліцца
Для непрыкрывнага штурхаўвання матэрыялаў рознай цэнсткі
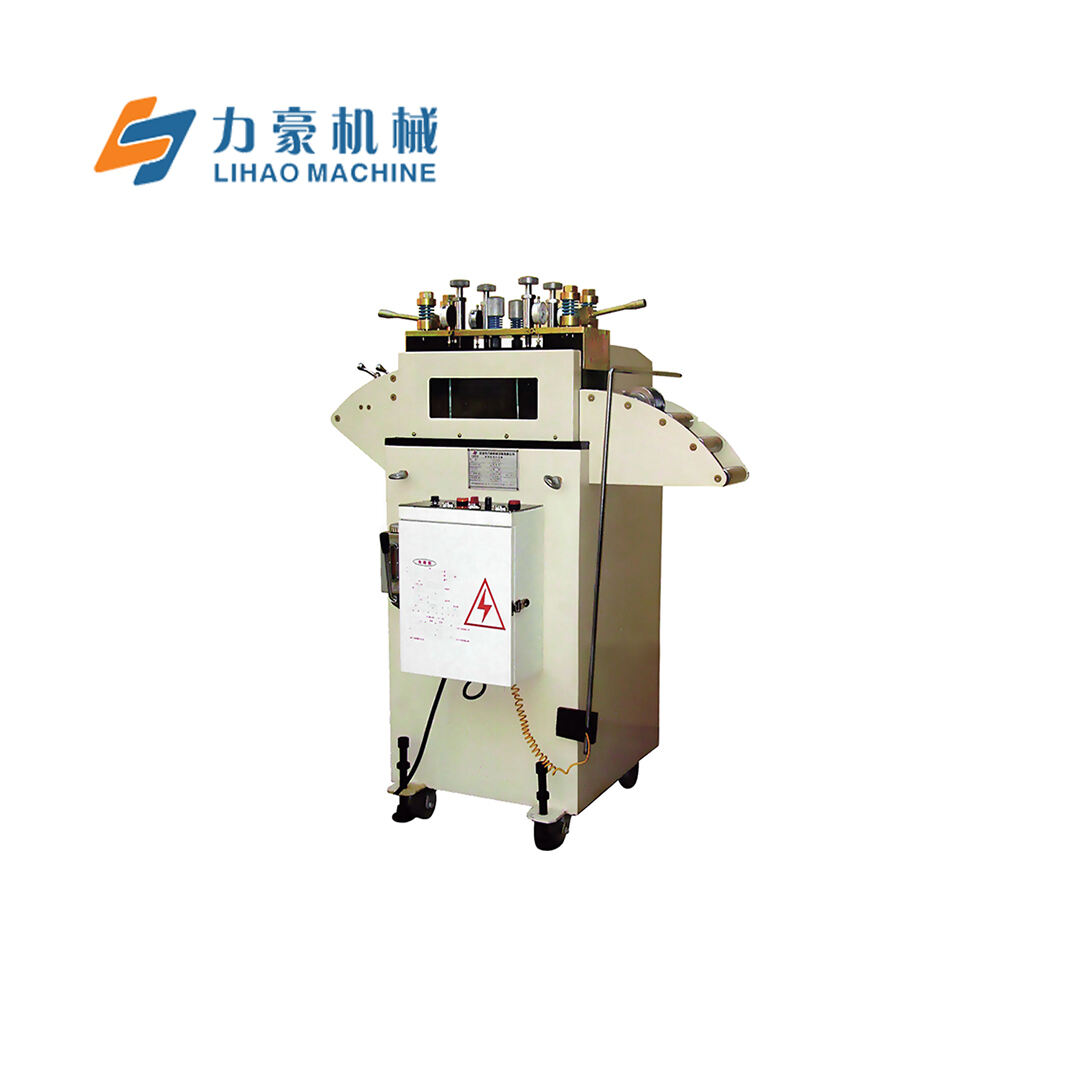
Працуе разам з раскатальнікам для автоматызаванае праўяджэнне
Можа цягніцца пад абмеркаванне
Апісанне праduktу
Аб атрыбуте:
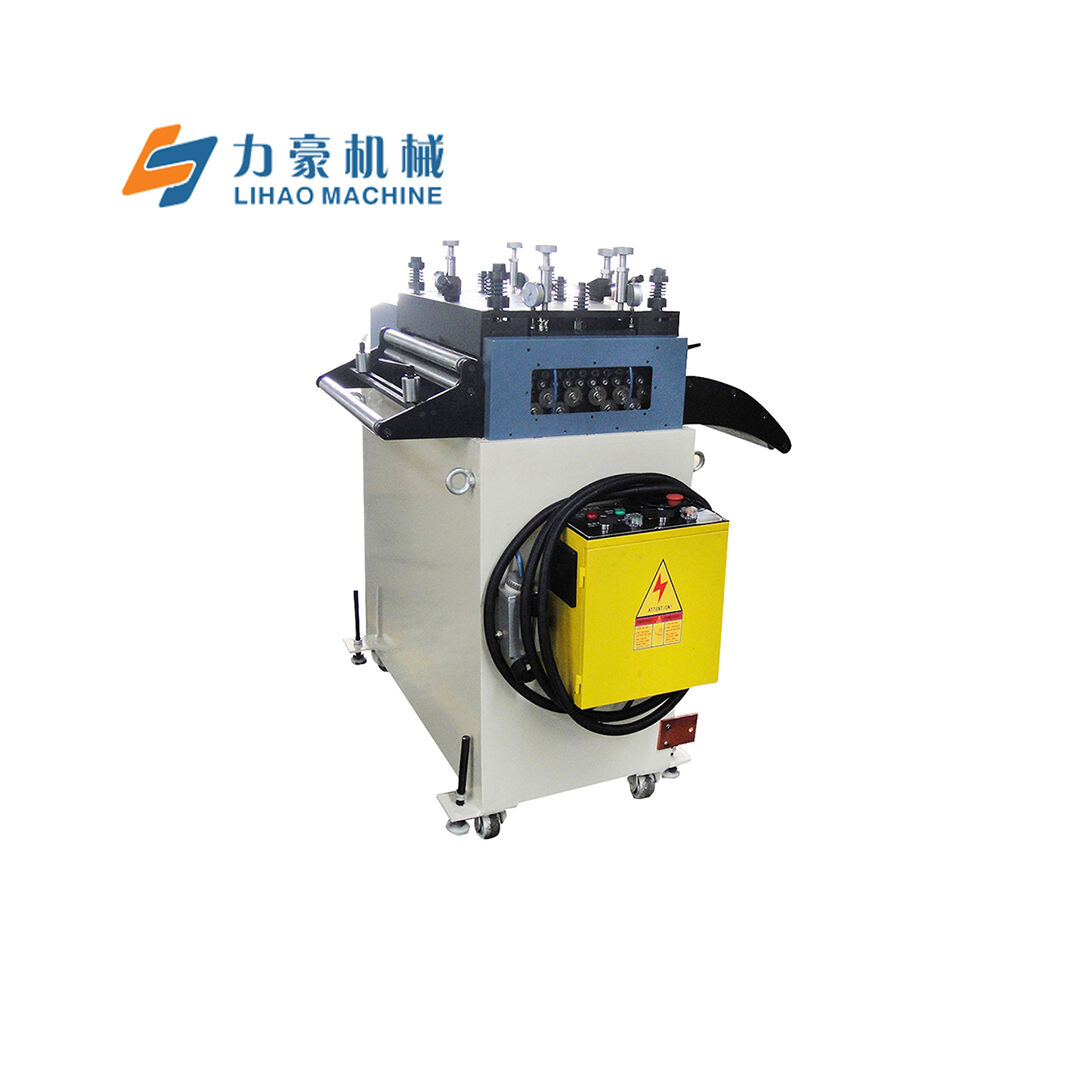
1. Гэтая серыя выправных машин была спецыyalна спроектавана нашай кампаніяй для дакладнага штампаўання тонкіх металічных вырабоў. Вядома, што без урівнювання і сняцця напружэння немагчыма вытвораць високакачэственныя вырабы. Таму выконанне выправнай машины грае ключавую ролю ў працэсе вытворчасці.
2. Усё ролкі для урівнювання і карэкцыйныя дапаможныя ролкі гэтай машины зrobленыя з імпартаванага SUJ2, тэрмічна абработаныя да твердасці HRC60°, пасля чаго паўскрыненыя, каб забяспечыць роўныя паслойкі хрома і фармавыя талераванні для кожнага валіка.
3. Дастаўленне роўнаці гэтай машины выкарыстоўвае плавучы ўсёх-чатырохточковы прылад дакладнага дастаўлення, які атрымлівае індыйскі ўказальнік, што дазваляе швидка адрозніць пункты роўнаці.
4. Гэты апарат выкарыстоўвае універсальную шарнірную трансмісію і тройную каротну цалую трансмісію, якая падыходзіць для выrobкаў з вялікімі патрабаваннямі да таячання.
5. Кропка таячання разам з таячальнымі валкамі дадае кіравальныя валкі, што далей павялічвае таячанасць за счёт вымяшання роліку на матэрыяле.
6. Уся машина выкарыстоўвае высокатаячныя падшипнікі і удосконаленую сістэму лубрывацыі, каб пашырыць яе жыццё.
7. Кожны ваўкавык роўнаці серыі S атрымлівае ваўкавыкі дапаможнай роўнаці, каб забяспечыць, што падчас вытвору не адбываецца згинальнае пераўтварэнне, што павялічвае якасць роўнаці выробу.
8. Верхнія і ніжнія дапаможныя валкі закрепленыя, што павялічвае жорсткасць валкіў і прадупяращае пераўтварэнне пад напружэннем.
9. Механізм тройнай перадачы незалежна прыводзіць кожны ўзровневы вал сінхронна, зменшыўшы накапліванне памылкі гратавання, якое выклікаецца адзінай шэрагавай перадачай, і падвышыўшы ўмацоўленыя трыбаванні да плоскасці ліста.
10. У звязку з варыяцыям матэрыялаў, шырыні і цусвету, няма аднаго чысловага дадзення. Таму калі жадаемы эфект атрымана, краща спачатку праверыць выпрамляльную малую частку матэрыяла перш, чым перайсці да непарыўнага вытворчасці.
11. Найфункцыяналнейшая выпрамляльная машина высокай тэчнасці.
Уводзінне:

·Чалавек чыстач
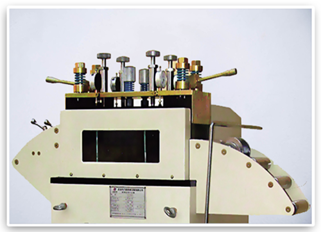
1. Галава машины мае паралельны дызайн валя, з усёгальным лікам 19 тэчных выпрамляльных валяў, 9 зверху і 10 знизу.
2. Выкарыстоўваючы чатырохпунктовую мелкую наладку, яна больш падыходзіць для перапрацоўкі высоцатэчных вытвораў. Выхад і ўвод карыстуюць чатырма незалежнымі наладкамі ціскавых валяў, штоэффектыўна спаборонае адхіленне і дэформацыю матэрыяла.
3. Падпірныя валікі для матэрыялу выкарыстоўваюць няпрахаваныя галванізаваныя валікі, утварэнныя як адзін агрэгат, з паверхняню, якая аднаўляе супаранне і абраз. Механічныя падшипнікі выкарыстоўваюцца для гнуткага і трывалага ўяроту.
4. Выкарыстоўваюцца ручныя колёса з чэрвонай чугуна, якія працэсуюцца электраплаўленнем, праставляючы найбуйнейшы тып ручных колёс.
5. Захопныя кryшты ўсталяюцца па абодвух баках трансмісійнай часткі для захопу, укомплектаваныя відавішнымі вікнамі для лёгкага спазнаўання.
·Выправальны валак
1. Выправальныя валікі зrobленыя з цэлага падшипнікаўскага сталю, якія працэсуюцца ўтварэннем пасля сярэднечастотнага працэсу. Паверхневая цвердасць не меншая, чым HRC58, што забяспечвае трываласць матэрыялу.
2. Ужывается кованае круглае сталега GCr15, якое падвергаецца пачатковай тэплям (сфероідным аншлагам), пасля чаго праводзіцца тэрнінг, фрезераванне, шырокачастотнае абробванне, грубая гратка для халаднага стабілізавання, шырокая гратка і на кансцы электраўсходненне. Гэтая агульная працэдура maksymal'na ўяўляе дакладнасць, канцэнтрысанасць, гладкасць і цвёрдыню, што пашырае выхадную жыццёспасабнасць вырэканне валікаў.


·Перадачныя зубчатыя колёса
Працэс абработкі зубчатых колес уключает наступныя крокі: абработка загатовкі зубчатага колеса - абработка паўierzxнi зуба - тэрмічная абработка - шліфаванне паўierzxнi зуба. Загатовка ў першую чаргу выдзелюецца, падвергаецца нормалізаванню, каб падняць яе абрабатываемасць пры рэзаннi; па праектных чаржынах зубчатага колеса выконваецца грубая абработка, за тым - напаловую дакончальная, турнiрная, валочная і фрезераванне зубчатага колеса для атрымання базавай формы. Пасля гэтага проводзіцца тэрмічная абработка для паднешэння механічных свойстваў. Узgodна з праектнымі чаржынамі выканваецца кancyйная дакончальная абработка, дакладна выносячы стандарты і профіль зубчатага колеса. Праз гэтыя працэсы нашыя зубчатыя колёса дасягаюць класу 6, выказвайучы вялiкую супраціўляемасць зносу, вялiкую магутнасць і даўгi службовы час.
·Энергетычны блок
1. Выкарыстанне вертыкальнага рэдуктара з червеяным колесам модэль 80, выкарыстоўваючы спады зубчатага колеса для зменшэння ходовых абортоў мотора да неабходных, таму ж дасягаючы mechanізм з павелiчаным круцовым моментам.
2. Выкарыстанне вертыкальнага мотора, вядомога звычайна малым узброем і роўкам. Сційная частка ратара мае чысты медны катушку, якая жывее дзесяць раза дылшэй за стандартныя катушкі. Установлены шарыкавыя падшипнікі ў абодвух канцах, што прыводзіць да зменшэння тэрцыі і температуры.


·Электрычны кантрольны блок
1. Мы выкарыстоўваем сільверавыя спалучэнні рэлятаў з усімі меднымі катушкамі, заключанымі ў пламязашчытных базах бяспекі, што забяспечвае трывалую цыкавыцу.
2. Выкарыстанне рэлятаў задняга часу з абароненым правідным ціркуітам, сільверавымі контактамі і многабачнымі дыяламі для адпаведнага задняга часу.
3. Пераключальнікі маюць суадвігальныя контакты з самастаяннай функцыяй чысткі. Звычайні відкрытыя і замкнутыя контакты выкарыстоўваюць раздзеленую ізоляцыйную структуру для двупалюснай аперацыі, укомплектаваную антыймовай пазіцыяй і антыймовымі падкладкамі.
4. Мы выкарыстоўваем самапераналадныя плоскія пуш-кнопкі з святлом і лёгкай сілай, умеранымі клавішамі і модульнай камбінацыйнай структурай. Кантактныя пункты выкарыстоўваюць кетонавыя складнія пункты з магутнай працоўнасцю, здатнымі пераносіць вялікія токі і маюць рэсурс да 1 мільёна цыкліў.
·Шкальны індыката, масляная пампа
1. Выкарыстанне ручнай густоткі для швидкай і лёгкай дастаўкі айла. Імпартаваныя масляныя пачынакі выкарыстоўваюцца, каб запобягаць выцеку айла, пакуда імпартаваныя пружыны супраціваюць дэформацыі і старэньню.
2. Выкарыстанне сталега шкальнага індыката з точна вырачанай шкальнай панэллю, пылебезасной склоў і ўнутранай меднай вставкі. Маномэтр мае медны карыснік для стаяласці і точных памеры.
Параметр:
| Мадэль | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Шырыня спалі (мм) | 150 | 200 | 300 | 400 |
| Таксама (мм) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Хуткасць (м/хв) | 16 | 16 | 16 | 16 |
| Матар (КВт) | 1КВт×4П | 2КВт×4П | 2КВт×4П | 3КВт×4П |
| Начынны вал (мм) | Φ24 | Φ24 | Φ24 | Φ24 |
| Колькасць начынных валоў (шт) | 9\/10 (Верхні\Ніжні) | 9\/10 (Верхні\Ніжні) | 9\/10 (Верхні\Ніжні) | 9\/10 (Верхні\Ніжні) |
| Точна ролка (мм) | Φ30 | Φ30 | Φ30 | Φ30 |
| Колькасць з точнасцю (штук) | 10\/11 (Верхні\Ніжні) | 10\/11 (Верхні\Ніжні) | 10\/11 (Верхні\Ніжні) | 10\/11 (Верхні\Ніжні) |
| Размер (м) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |