SPS Serija Precizna Ravnanja Mašina Zavojnica: Precizno Ravnanje Metalnih Listova Za Opseg Debljine Materijala Od 0.2mm - 1.5mm
Dijeljenje
Za neprekidno štampanje materijala različite debljine
Rad sa strojem za otpinjanje materijala za automatsku proizvodnju
Može se prilagoditi
Opis proizvoda
Značajka:
1. Ova serija ravnačkih strojeva je posebno dizajnirana od strane naše kompanije za precizno štampanje tankih metalnih proizvoda. Poznato je da bez ravnjanja i smanjenja napetosti nemoguće je proizvesti visokokvalitne proizvode. Stoga performanse ravnačkog stroja igraju ključnu ulogu u proizvodnji.
2. Ravnala i pomoćna ravnala ovog stroja su izrađena od uvezenog materijala SUJ2, toplinsko obradjena do HRC60°, oštrana nakon tvrdog hromiranja kako bi se osigurala jednolika sloja tvrdog hroma i oblikovne tolerancije za svaku osu.
3. Prilagodba ravnanja ove mašine koristi uređaj za finu prilagodbu s plutajućim četveroznačnim balansom, opremljen mikrometarskom merom, što omogućuje brzu identifikaciju točaka ravnanja.
4. Ova mašina koristi univerzalnu vežbu i potpuni prijenos sa trostrukim zupčanima, prikladan za proizvode s visokim zahtjevima za preciznošću ravnanja.
5. Pored ravničkih valjeva, dodavanje vodiljnih valjeva daljnje poboljšava preciznost stiskanjem materijala.
6. Cijela mašina koristi visoko precizne lopte i poboljšani sistem smaživanja kako bi se produžio njezin životni vijek.
7. Svaki ispravni kotač S serije mašine za precizno ravnanje opremljen je pomoćnim kotačima za ravnanje kako bi se osiguralo da tijekom proizvodnje ne dođe do savijanja ili deformacije, time poboljšavajući ravnost kvalitete proizvoda.
8. Gornji i donji pomoćni valjevi su fiksirani, što poboljšava čvrstoću valjeva i sprečava deformaciju pod naponom.
9. Trostruki prenosni mehanizam neovisno privrće svaki ravnački valčić sinkronizirano, smanjujući nakupljanje tolerancije povratne igre uzrokovane jednostankim zupčanom prenosom i poboljšavajući zahtjeve za ravnalom listovine.
10. Zbog varijacija u materijalu, širini i debljini, nema jednoličeg numeričkog referentnog podatka. Stoga je savjetljivo najprije isprobati ravnanje male sekcije materijala prije neprekidne proizvodnje, kada se postigne željeni efekt.
11. Najversatilniji dostupni stroj za precizno ravnanje.
Uvod:
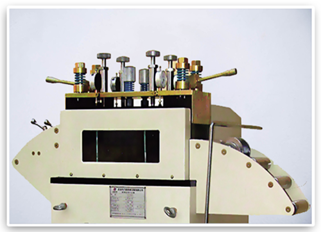

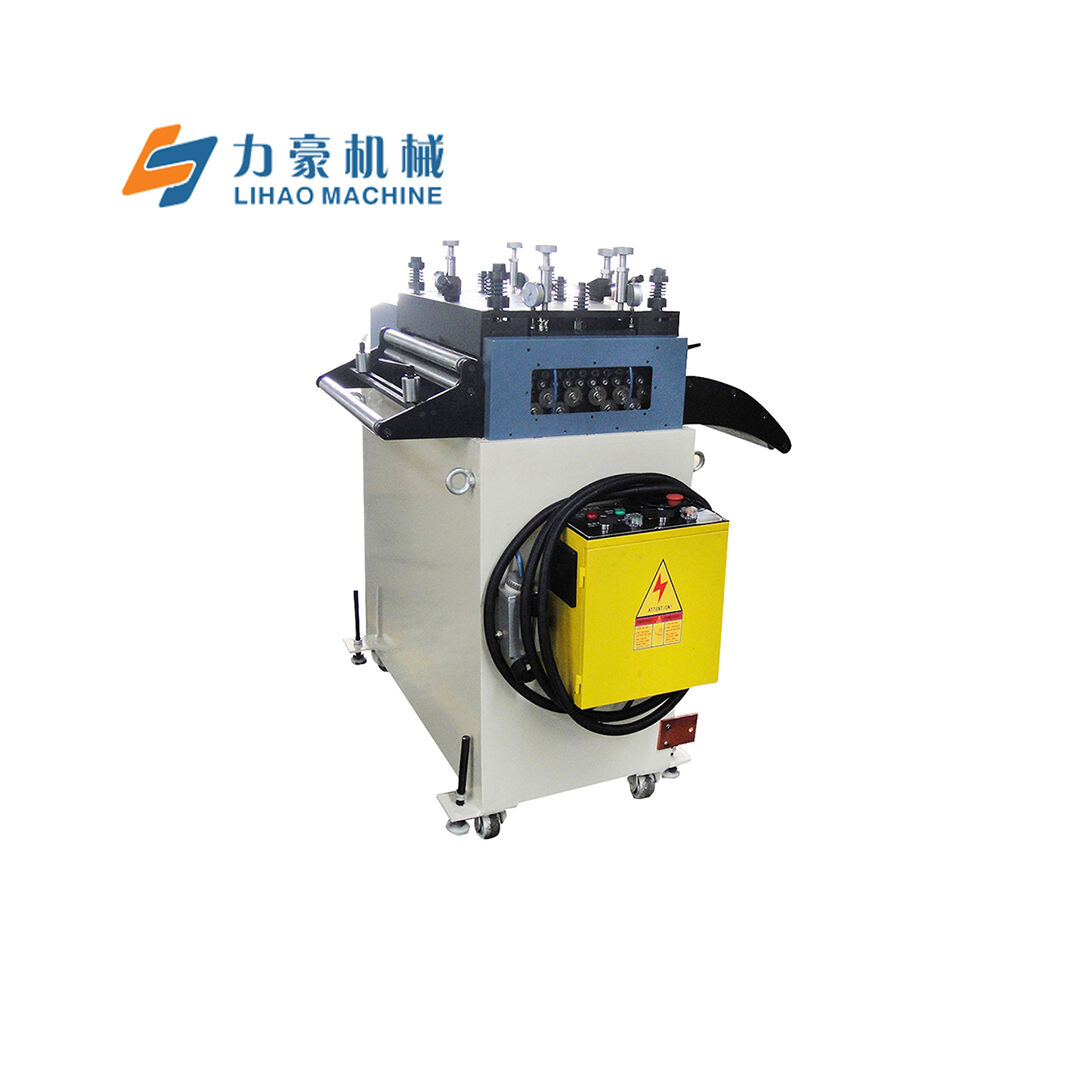
·Glava za ravnanje
1. Glava stroja koristi dizajn paralelnih valčića, ukupno 19 preciznih ispravljačkih valčića, 9 na vrhu i 10 na dnu.
2. Koristeći četverotočku明细 prilagodbu, bolje je prilagođeno obradi visoko preciznih proizvoda. Ulaz i izlaz koriste četverotočku neovisno prilagodljiv pritisak hranačkog kotača, učinkovito sprečavajući odstupanje i deformaciju materijala.
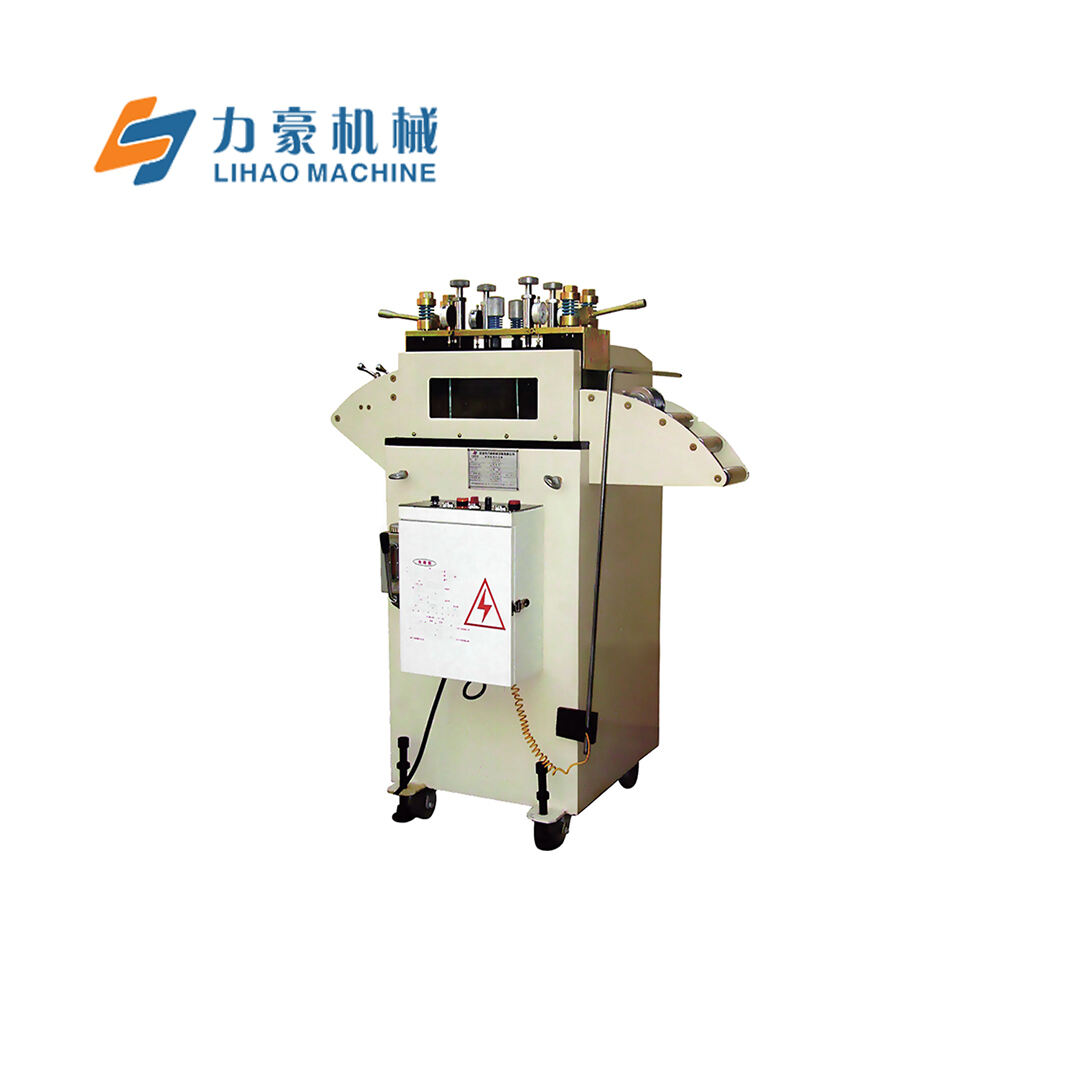
3. Nosne valčići koriste neenergetizirane galvanizirane valčiće, oblikovane kao jedinstvena jedinica, s površinom otpornom na škrabanje i oštećenja. Korišteni su mehanički nosači za fleksibilnu i trajnu rotaciju.
4. Koriste se rukovati od litog željeza, tretirani elektroplaciranjem na površini, što predstavlja najtradicionalniji tip rukovati.
5. Instalirane su zaštite s obje strane transmisije za zaštitu, opremljene prozorima za lako promatranje.
·Valčić za ispravljaju
1. Valčići za ispravljaju izrađeni su od čvrstog nosačkog čelika, tretirani debljim elektroplaciranjem nakon srednjofrekventnog tretiranja. Površinska tvrdost nije manja od HRC58, što osigurava trajnost materijala.
Koristi se otopina GCr15 u obliku forge zaobljenog čelika, koja je podvrgnuta preliminarnoj toplinskoj obradi (sferoidnoj anealing), zatim tornoški rad, friziranje, obrada srednjofrekventnim toplom, ruha za hladnu stabilizaciju, precizno ruha i na kraju elektroplating. Ovaj kompleksni postupak maksimizira preciznost, koncentričnost, glatkost i tvrdoću, time produžavajući vrijeme službe poravnavanje valjeva.


·Transmisija zupčanika
Proces obrade zupčanika uključuje sljedeće korake: obrada praznog zupčanika - obrada zubova - toplinska obrada - šlijakanje površine zupca. Prazan zupčanik se najprije forge, podvrgavajući se normalizaciji kako bi se poboljšala stražnjost za režanje; prema crtežima dizajna zupčanika izvršava se ruđa obrada, zatim poluravno režanje, točenje, valčenje i režanje zupčanika kako bi se postigla osnovna oblika zupčanika. Nakon toga, izvršava se toplinska obrada kako bi se poboljšale mehaničke svojstva. Prema zahtjevima crteža dizajna, izvršava se konačna precizna obrada, rafinirajući standard i profil zupčanika. Putem ovih procesa, naš zupčanik postiže razinu 6, prikazujući visoku otpornost na oštrénje, visoku jačinu i dug traje.
·Energetska sekcija
1. Implementacija vertikalnog reduktora s helmetskim zupčanikom modela 80, koristeći promjenu brzine zupčanika da smanji okretanja motora na potrebni nivo, time postižeći mehanizam s povećanim momentom.
2. Upotreba vertikalnog motora poznatog po minimalnom titkaju i razini buke. Stacionarna sekcija rotorja ima čistokovne spirale, s životnim vekom deset puta dužim od standardnih spirala. Na oba kraja su montirane loptaste šake, što rezultira smanjenim trenjem i temperaturom.


·Kutija električne uprave
1. Upotrebljavamo srebrne alijansne releje s čistokovnim spirama, smještene u vatreotpornim sigurnosnim bazama, osiguravajući dugotrajnu trajećnost.
2. Korištenje sigurnosno zaštićenih prilagodljivih otpornih relaja s srebrnim kontaktima i višestrukim rasponskim kazaljcima kako bi se zadovoljile različite potrebe za kasnjenjem.
3. Prekidači imaju klizne kontakte s funkcijom samociscenja. Otvoreni i zatvoreni kontakti koriste odvojenu izolacijsku strukturu za dvopolaran rad, opremljeni su antirotacijskim pozicioniranjem i protupropustnim montažnim podcrteljima.
4. Koristimo samoodobnavajuće ravnih gumbića za pritisk s laganim i laganim snagom, umjerenim udarcima tipkovnice i modularnom kombinacijskom strukturom. Točke kontakte koriste ketonske složene točke s jakom provodljivošću, sposobne nositi velike struje i ponosne na životnu dobu od 1 milijuna ciklusa.
·Pokazivač sata, uljač
1. Upotreba ručnog mašnog uljača za brzu i laganu dostavu ulja. Uvezeni uljni zatvarači se koriste za sprečavanje promaka ulja, dok su uvezeni pruzine otporni na deformaciju i starenje.
2. Korištenje oceljnog pokazivača sata s precizno izrađenim satnim licem, prašinskim staklom i unutrašnjim bakrenim uvrvljenjem. Sati imaju bakarne jezgre za stabilnost i preciznu mjerenju.
Parametar:
| Model | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Širina spirale (mm) | 150 | 200 | 300 | 400 |
| Debljina (mm) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Brzina (m/min) | 16 | 16 | 16 | 16 |
| Motor (KS) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Rupčati valac (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Količina rupčatih valaca (komada) | 9/10 (Gornji/Doni) | 9/10 (Gornji/Doni) | 9/10 (Gornji/Doni) | 9/10 (Gornji/Doni) |
| Precizni valac (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Precizna količina (komada) | 10/11 (Gornji/Donji) | 10/11 (Gornji/Donji) | 10/11 (Gornji/Donji) | 10/11 (Gornji/Donji) |
| Dimenzija (m) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |