Macchina per il raddrizzamento preciso di bobine della serie SPS: livellamento preciso di lamiera metallica per uno spessore del materiale compreso tra 0,2 mm - 1,5 mm
Condividere
Per uso continuo di punzonatura su materiali di diverse spessori
Lavora insieme alla macchina svolginatrice per una produzione automatica
Può essere personalizzato
Descrizione del Prodotto
Caratteristica:
1. Questa serie di macchine per il raddrizzamento è stata progettata specificamente dalla nostra azienda per il punzonamento preciso di prodotti in lamiera sottile. È noto che senza livellamento e alleviamento dello stress, è impossibile produrre prodotti di alta qualità. Pertanto, le prestazioni della macchina per il raddrizzamento giocano un ruolo fondamentale nella produzione.
2. I rulli di livellamento e i rulli ausiliari di correzione di questa macchina sono realizzati in SUJ2 importato, trattato termicamente a HRC60°, lucidati dopo l'indurimento cromato per garantire strati uniformi di cromo duro e tolleranze geometriche per ogni asse.
3. L'aggiustamento di livellazione di questa macchina utilizza un dispositivo di regolazione bilanciata a quattro punti galleggianti, dotato di un misuratore a lancetta, che consente un rapido riconoscimento dei punti di livellazione.
4. Questa macchina impiega una trasmissione a cardano universale e una trasmissione completa a triplice ingranaggio, adatta per prodotti con elevate esigenze di precisione nel raddrizzamento.
5. Oltre ai rulli di raddrizzamento, l'aggiunta di rulli guida migliora ulteriormente la precisione esercitando una pressione rotolante sul materiale.
6. L'intera macchina adotta cuscinetti ad alta precisione e un sistema di lubrificazione migliorato per prolungarne la durata.
7. Ogni ruota di correzione della macchina di raddrizzamento ad alta precisione serie S è equipaggiata con ruote ausiliarie di livellamento per garantire che non si verifichino flessioni o deformazioni durante la produzione, migliorando così la qualità della piattezza del prodotto.
8. Entrambi i rulli ausiliari superiore e inferiore sono fissi, migliorando la rigidità dei rulli e prevenendo le deformazioni sotto sforzo.
9. Il meccanismo di trasmissione a triplice sovrapposizione guida indipendentemente ciascun rullo di livellamento in modo sincrono, riducendo l'accumulo della tolleranza di gioco causata dalla trasmissione a singolo ingranaggio e migliorando i requisiti di piattezza del metallo.
10. A causa delle variazioni nel materiale, larghezza e spessore, non esiste un riferimento numerico uniforme. Pertanto, è consigliabile testare prima una piccola sezione di materiale prima di avviare la produzione continua una volta raggiunto l'effetto desiderato.
11. La macchina per il raddrizzamento più versatile e precisa disponibile.
Introduzione:

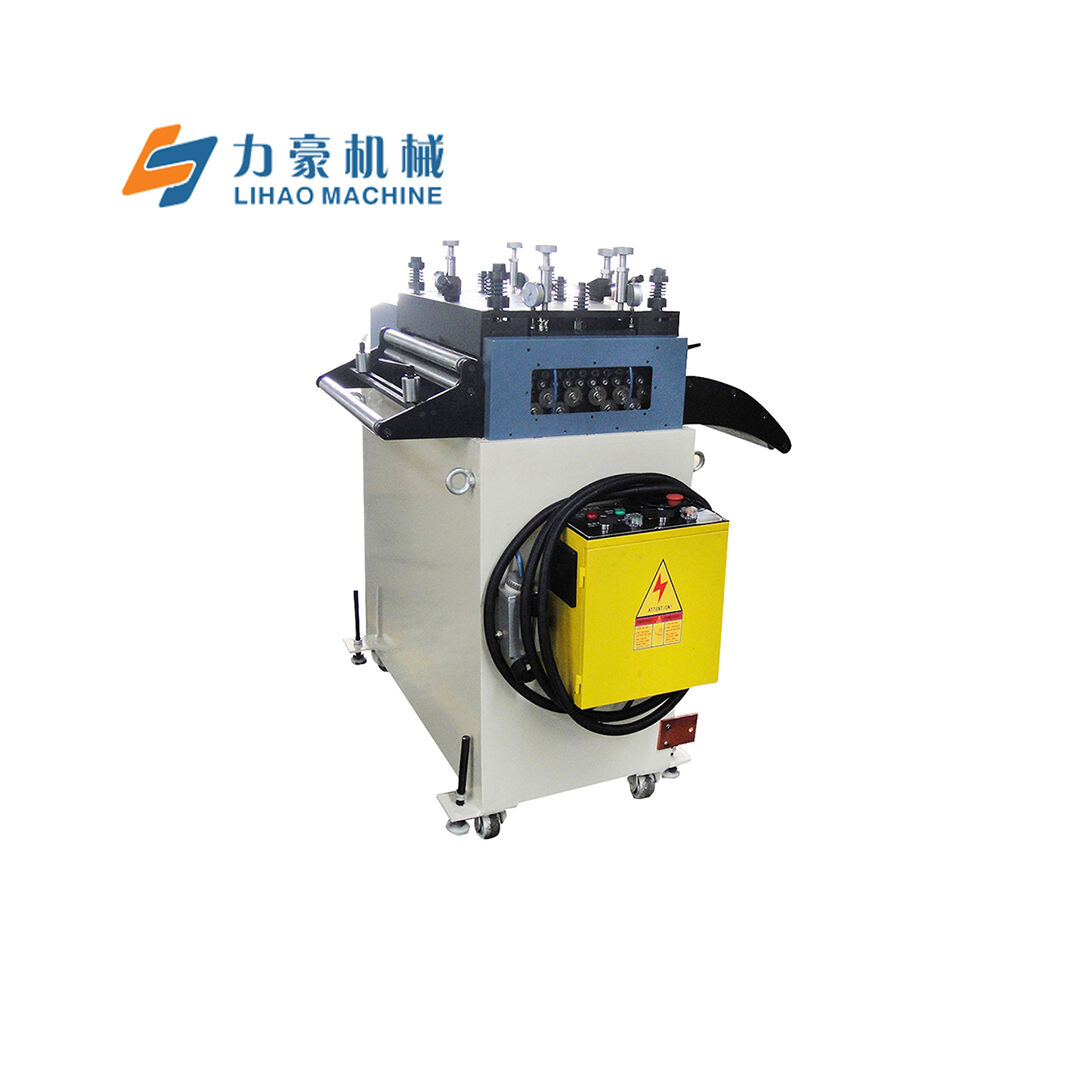
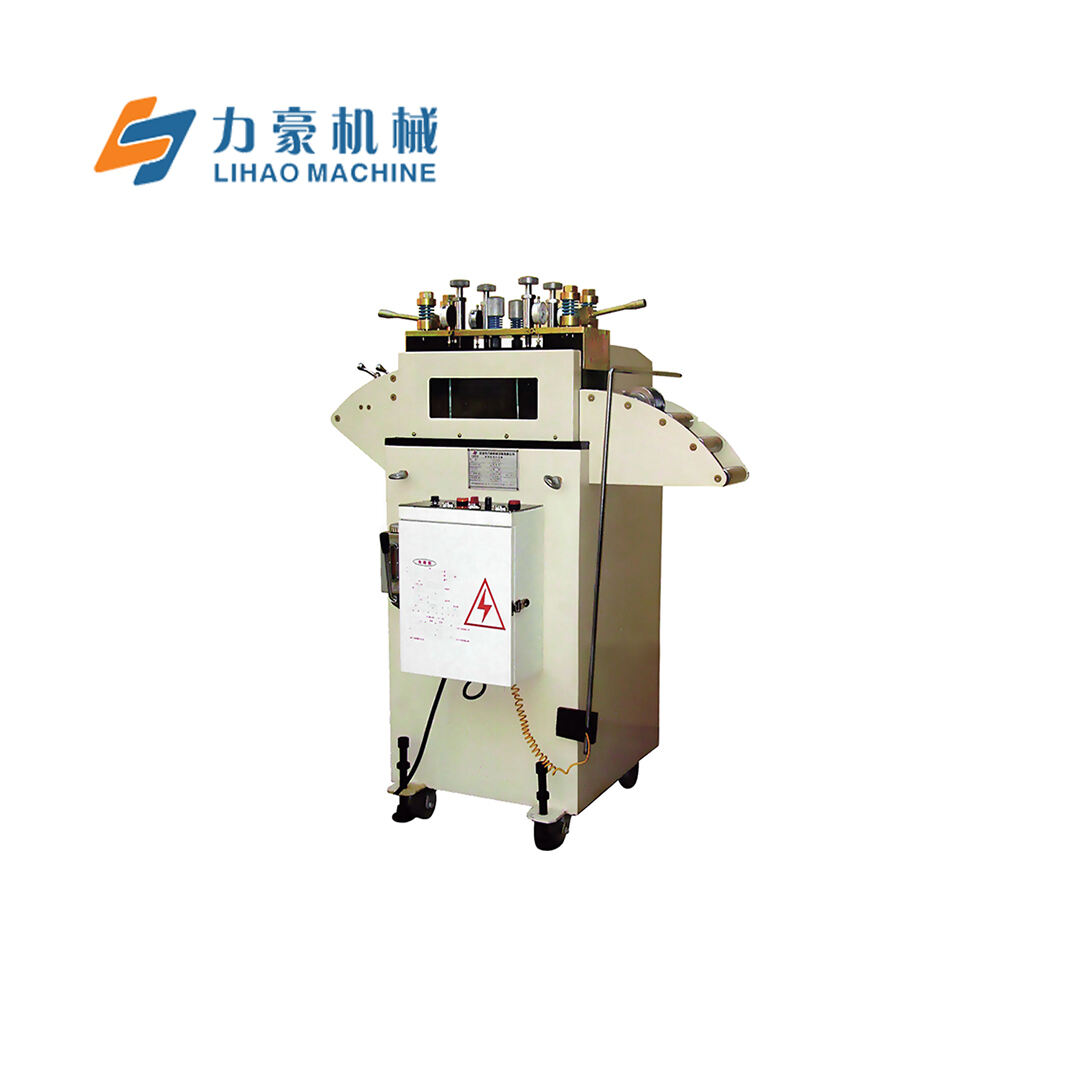
·Testa Raddrizzatrice
1. La testa della macchina adotta un disegno a rulli paralleli, con un totale di 19 rulli di correzione di precisione, 9 in alto e 10 in basso.
2. Utilizzando un'aggiustamento fine a quattro punti, è più adatto per la lavorazione di prodotti ad alta precisione. L'ingresso e l'uscita utilizzano una pressione dei rulli di alimentazione regolabile indipendentemente in quattro punti, prevenendo efficacemente deviazioni e deformazioni del materiale.
3. I rulli di supporto utilizzano rulli galvanizzati non motorizzati, formati come un'unità unica, con una superficie resistente agli sfregamenti e all'usura. Vengono impiegati cuscinetti meccanici per una rotazione flessibile e duratura.
4. Vengono utilizzate manovelle in ghisa, trattate con elettroplaccatura superficiale, rappresentando il tipo più tradizionale di manovella.
5. Sono installate coperture protective su entrambi i lati della sezione di trasmissione per la protezione, dotate di finestrini per facilitare l'osservazione.
·Rullo raddrizzatore
1. I rulli di livellamento sono realizzati in acciaio a cuscinetto solido, trattati con un processo di elettroplaccatura spessa dopo il trattamento a frequenza intermedia. La durezza della superficie non è inferiore a HRC58, garantendo la durata del materiale.
Si utilizza l'acciaio rotondo forgiato GCr15, sottoposto a trattamento di preiscaldamento (normalizzazione sferoidizzante), seguito da tornitura, fresatura, trattamento a frequenza intermedia, abrasione preliminare per la stabilizzazione fredda, abrasione precisa e infine galvanizzazione. Questo processo completo massimizza precisione, concentricità, levigatezza e durezza, prolungando così la durata del raddrizzamento rulli.


·Ingranaggi di trasmissione
Il processo di lavorazione degli ingranaggi include i seguenti passaggi: lavorazione del disco dell'ingranaggio - lavorazione della superficie dentata - trattamento termico - lucidatura della superficie dentata. Il disco è principalmente ottenuto mediante forgiatura, sottoposto a normalizzazione per migliorarne la lavorabilità alla tagliatura; in base ai disegni di progettazione degli ingranaggi, si esegue una lavorazione grezza, seguita da semi-finitura, tornitura, laminatura e fresatura degli ingranaggi per ottenere la formazione di base dell'ingranaggio. Successivamente, si effettua il trattamento termico per migliorare le proprietà meccaniche. In conformità con i requisiti dei disegni di progettazione, si esegue una lavorazione di precisione finale, affinando gli standard e i profili degli ingranaggi. Attraverso questi processi, il nostro ingranaggio raggiunge un livello 6, mostrando alta resistenza all'usura, alta resistenza e lunga durata.
·Sezione di potenza
1. Implementando un riduttore verticale a verme modello 80, utilizzando il convertitore di velocità dell'ingranaggio per abbassare la velocità di rotazione del motore al livello richiesto, conseguendo così un meccanismo con un aumento del coppia.
2. Utilizzo di un motore verticale noto per le sue basse vibrazioni e livelli di rumore. La sezione del rotore fisso presenta una bobina in rame puro, con una durata dieci volte superiore a quelle standard. I cuscinetti a sfera sono installati su entrambi i lati, riducendo attrito e temperatura.


·Cassetta di controllo elettrico
1. Utilizziamo relè in lega d'argento con bobine in rame puro, alloggiati in basi di sicurezza antinfiamme, garantendo una durata prolungata.
2. Utilizzo di relè di ritardo regolabili con protezione di sicurezza, contatti in lega d'argento e manopole multifunzione per soddisfare vari requisiti di ritardo.
3. Gli interruttori presentano contatti scorrevoli con funzionalità di auto-pulizia. I contatti normalmente aperti e chiusi utilizzano una struttura di isolamento separata per l'operazione bipolare, dotata di posizionamento anti-rotazione e cuscinetti anti-allentamento.
4. Utilizziamo pulsanti piatti a spinta con auto-reset, dotati di una forza leggera e agile, tasti moderati e una struttura modulare combinata. I punti di contatto impiegano punti compositi a base di chetoni con alta conducibilità, in grado di trasportare correnti elevate e con una durata di fino a 1 milione di cicli.
·Indicatore a quadrante, pompa ad olio
1. Utilizzo di una pompa manuale per grasso per un'erosione rapida ed efficiente dell'olio. Si utilizzano cuscinetti a sfere importati per prevenire perdite d'olio, mentre le molle importate resistono alla deformazione e all'invecchiamento.
2. Impiego di un indicatore a quadrante in acciaio con quadrante precisione ingegnerizzata, vetro antipolvere e un'inserzione interna in rame. Il misuratore presenta un nucleo in rame per una stabilità e una misurazione precisa.
Parametro:
| Modello | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Larghezza del bobina (mm) | 150 | 200 | 300 | 400 |
| Spessore (mm) | 0,2-1,5 | 0,2-1,5 | 0,2-1,3 | 0.2-1.2 |
| Velocità (m/min) | 16 | 16 | 16 | 16 |
| Motore (CV) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Rullo grezzo (mm) | Φ24 | Φ24 | Φ24 | Φ24 |
| Quantità rulli grezzi (Pz) | 9/10 (Superiore/Inferiore) | 9/10 (Superiore/Inferiore) | 9/10 (Superiore/Inferiore) | 9/10 (Superiore/Inferiore) |
| Rullo di precisione (mm) | Φ30 | Φ30 | Φ30 | Φ30 |
| Quantità di precisione (Pz) | 10\/11 (Superiore/Inferiore) | 10\/11 (Superiore/Inferiore) | 10\/11 (Superiore/Inferiore) | 10\/11 (Superiore/Inferiore) |
| dimensione (m) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |