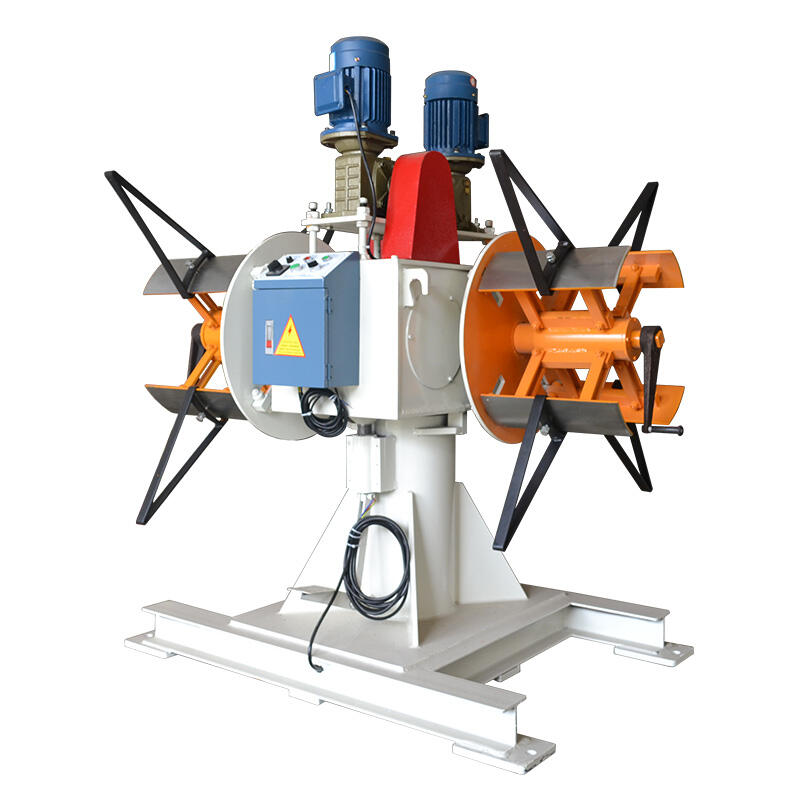



DBMT Двухголовочный Размотчик с Коробкой Управления Скоростью для Металлических Листов, Размотчик Подходит для Ширины Материала 200мм - 400мм
Поделиться
Гидравлическое расширение сердечника (для размотчиков мощностью свыше 3 тонн)
Пневматическая удерживающая рука для катушек (для толщины свыше 1.6 мм)
Двойная головка вращения управляемая педалью
Особенности
1. Сокращение времени замены материала, повышение производительности.
2. Может работать с выравнивателем.
3. Может быть преобразован в электрический за счет добавления двигателя и контрольной коробки.
4. Имеет два типа расширения: ручной и гидравлический.
5. Этот станок подходит для высокоскоростной штамповки, например, статора, ротора и листа ET и т.д.
Описание продукта
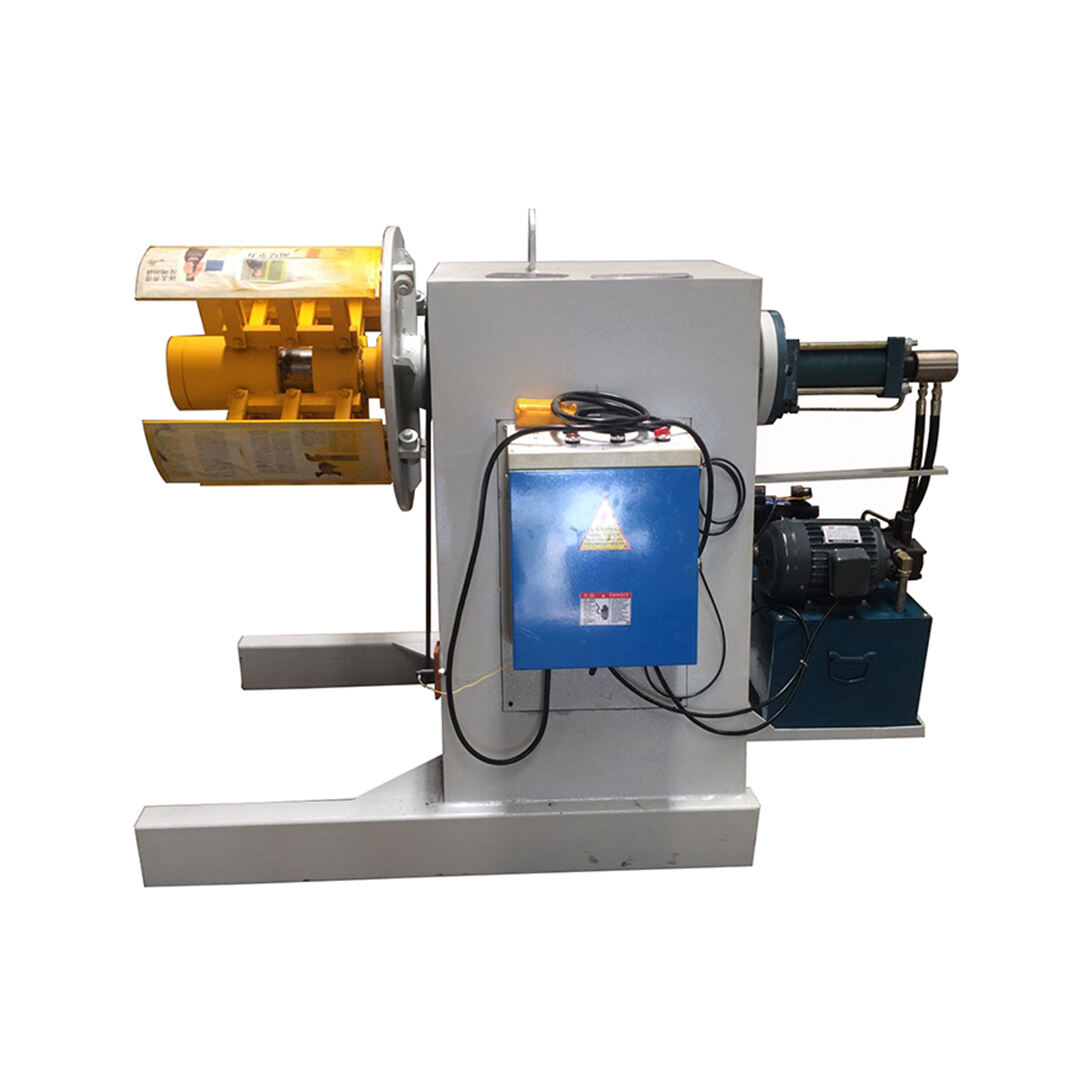
Моторизованный двухголовой размотчик
Структура машины:
1. Держатель катушки
2. Плитка
3. Связующий элемент
4. Настройочный винт
5. Рукоятка регулировки
6. Ручное колесо
Особенности :
1. Сокращение времени замены материала и повышение производительности.
2. Может использоваться в сочетании с выравнивающей машиной.
3. Может быть оборудован двигателем и электронным управлением, превращаясь в приводной стеллаж для материалов.
4. Предлагает два метода расширения: ручное вращение рукоятки и гидравлическое расширение.
5. Для узких материалов доступны индивидуальные настройки для смещения влево и вправо.
6. Эта машина подходит для высокоскоростной штамповки, такой как статоры, роторы и листы ET.

Структура кузова
1. Данная машина состоит из рамы, корпуса главного вала и стеллажа для загрузки материала. Корпус главного вала служит опорой, поддерживаемой длинной базой, что обеспечивает компактные размеры, минимальную площадь занимаемого пространства, высокую грузоподъемность и гибкость использования.
2. Благодаря двойной осевой конструкции позволяет загружать материал во время работы, значительно сокращая время замены материала, повышая производственные возможности и снижая затраты на производство.
3. Оборудование доступно как в приводном, так и в неприводном вариантах и может использоваться в сочетании с регулируемыми выравнивателями и складскими выравнивателями.
Главный вал и плиты
1. Плиты изготовлены из материала А3, после резки производится удаление заусенцев, затем фрезеровка фасок плит, после чего происходит гибка, сверление и фрезеровка канавок.
2. Для крепления всех компонентов используются противоскользящие гайки, предотвращающие ослабление во время работы, тем самым избегая повреждения машины или инцидентов с травмами.
3. Главная шпиндельная резьба и резьбовая муфта подвергаются точной обработке, чтобы обеспечить плавную регулировку внутреннего и внешнего диаметров машины, избегая ненужных простоев для регулировки.


Приводная часть
1. Использование вертикального редуктора типа червячной передачи 80-го типа, с применением преобразователя скорости зубчатой передачи для снижения скорости вращения двигателя до желаемой и достижения механизма с большей крутящим моментом.
2. Использование вертикального двигателя с низкими уровнями вибрации и шума. Часть статора оснащена медными катушками, срок службы которых в десять раз больше, чем у обычных катушек. Комплектуется шариковыми подшипниками с обеих сторон, что обеспечивает низкий уровень трения и температуры.
ЭЛЕКТРИЧЕСКИЙ УПРАВЛЯЮЩИЙ БЛОК
1. Использование реле из серебряного сплава, полностью медных катушек и огнестойких безопасных оснований, обеспечивающих длительную долговечность.
2. Комплектуется реле с регулируемой задержкой цепи безопасности, контактами из серебряного сплава, множественными андрумами, удовлетворяющими различные диапазоны задержки.
3. Переключатели оснащены скользящими контактами с функцией самоочистки. Нормально разомкнутые и нормально замкнутые контакты имеют раздельно-связанную конструкцию, позволяющую двухполюсную работу, с антискручивающим позиционированием и противоразвивающими прокладками для крепления.
4. Использование самовосстанавливающихся плоских кнопок, легких и быстрых в работе, с умеренным ходом клавиши. Контактные блоки используют кетоновые композитные точки, обеспечивающие высокую проводимость и способные нести большие токи, с ресурсом до 1 миллиона циклов.
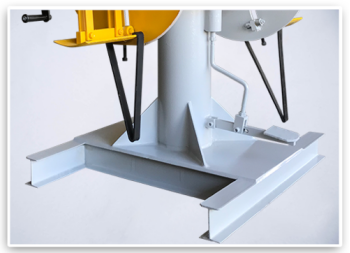
Базовая часть
1. Рама спроектирована с использованием сварного строительства, применяя машины двойной защиты для сварки. Сварка начинается со сварки вертикальных углов, затем свариваются плоские углы. Сначала свариваются короткие швы, затем длинные, что обеспечивает плотную сварку и повышает качество.
2. Все материалы рамы режутся с использованием лазерной или плазменной резки, что обеспечивает высокую точность.
3. Все детали обрабатываются с использованием ЧПУ и числового программного управления, что гарантирует хорошую взаимозаменяемость оборудования.
4. Общая конструкция проста, что позволяет техническим рабочим собирать и заменять детали оборудования, делая процесс удобным и быстрым, что значительно снижает затраты на обслуживание.
| ТИП | Ширина материала (мм) | Внутренний диаметр бобины (мм) | Наружный диаметр бобины (мм) | Вес бобины (кг) |
| DBMT-200 | 200 | 450-530 | 1200 | 500 |
| DBMT-300 | 300 | 450-530 | 1200 | 800 |
| DBMT-400 | 400 | 450-530 | 1200 | 1000 |
| DBMT-500 | 500 | 450-530 | 1200 | 1500 |
Вариант:
Гидравлическое расширение сердечника (для размотчиков мощностью свыше 3 тонн)
Пневматическая / гидравлическая опорная рука для удержания катушки (для толщины 1,6 мм и более)
Инверторы переменной частоты переменного тока
Вращающаяся двойная головка с приводом (с помощью гидравлического мотора)
Автомобиль для перевозки катушек
Примечание: Может быть предоставлена инженерная разработка под заказ для удовлетворения любых требований применения.