Серия SPS Точный Выпрямитель Катушек: Выравнивание Металлического Листа для Толщины Материала От 0,2 мм до 1,5 мм
Поделиться
Для непрерывной штамповки материала разной толщины
Работает совместно с размотчиком для автоматического производства
Может быть настроен
Описание продукта
Особенность:
1. Этот ряд выравнивающих машин специально разработан нашей компанией для точной штамповки изделий из тонколистового металла. Известно, что без выравнивания и снятия напряжений невозможно производить качественные изделия. Таким образом, производительность выравнивающей машины играет ключевую роль в производстве.
2. Рабочие валы и вспомогательные валы для коррекции этой машины изготовлены из импортного материала SUJ2, подвергнутого термической обработке до твердости HRC60°, а затем отшлифованы после нанесения слоя хрома для обеспечения равномерного покрытия хромом и геометрической точности каждого вала.
3. Устройство выравнивания этой машины использует плавающее устройство точной регулировки с четырьмя опорными точками, оснащенное штангенгаммой, что позволяет быстро определять точки выравнивания.
4. Эта машина использует универсальную передачу и трехступенчатую полную передачу, подходящую для продукции с высокими требованиями к точности выравнивания.
5. Помимо валков для выравнивания, добавление направляющих валков дополнительно повышает точность за счет оказания давления на материал.
6. Вся машина оснащена высокоточными подшипниками и улучшенной системой смазки для увеличения срока службы.
7. Каждый корректирующий ролик машин для точного выравнивания серии S оборудован вспомогательными роликами для выравнивания, что обеспечивает отсутствие изгиба или деформации во время производства, тем самым повышая качество ровности продукта.
8. Верхние и нижние вспомогательные ролики закреплены жестко, что увеличивает жесткость роликов и предотвращает их деформацию под нагрузкой.
9. Механизм передачи с тройным наложением независимо приводит каждый выравнивающий валик синхронно, что уменьшает накопление погрешности люфта, вызванного однозубчатой передачей, и улучшает требования к плоскости листового металла.
10. Из-за различий в материале, ширине и толщине нет единой числовой ссылки. Поэтому рекомендуется сначала протестировать выравнивание небольшого участка материала перед непрерывным производством после достижения желаемого эффекта.
11. Самая универсальная машина для точной выравнивки, доступная на рынке.
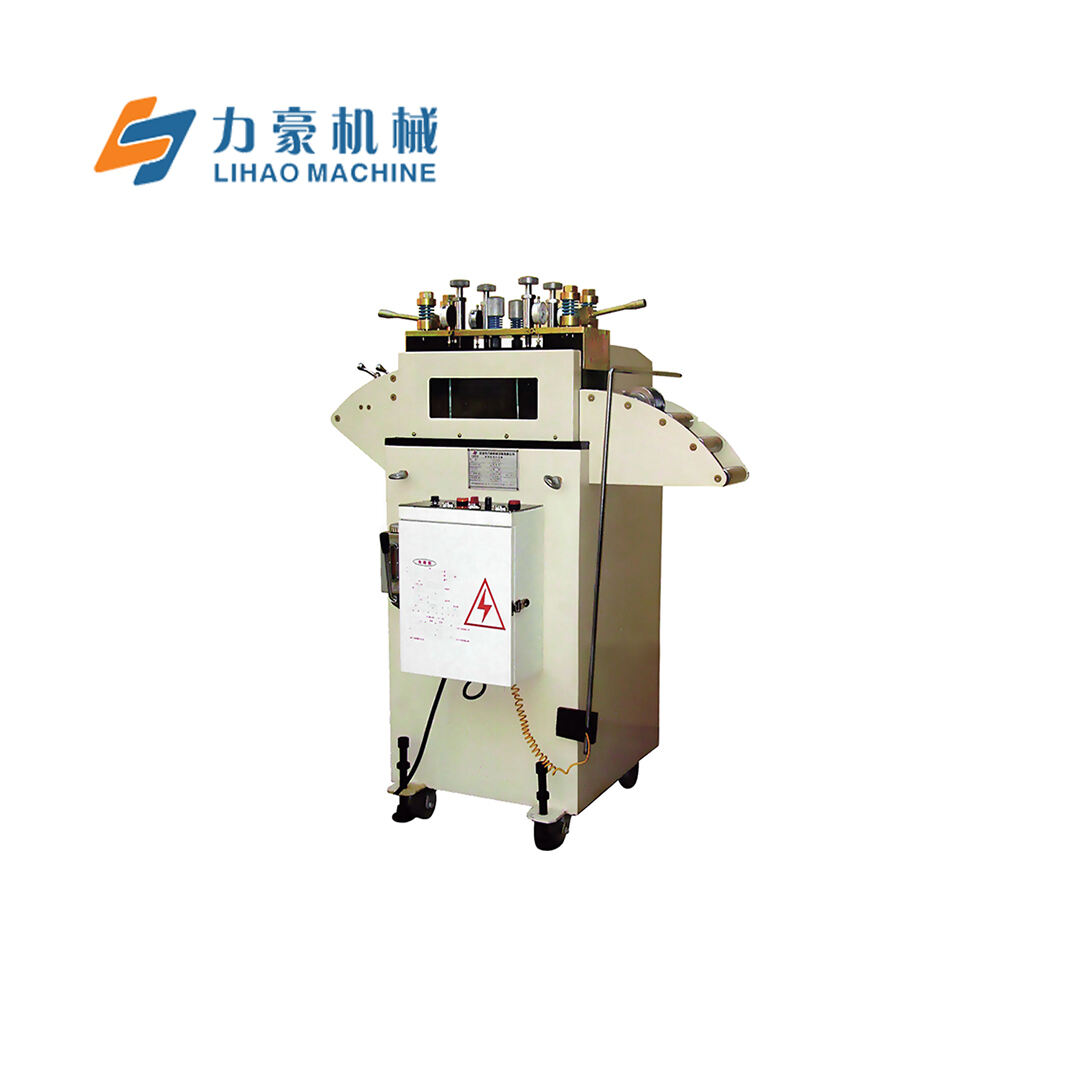
Введение:

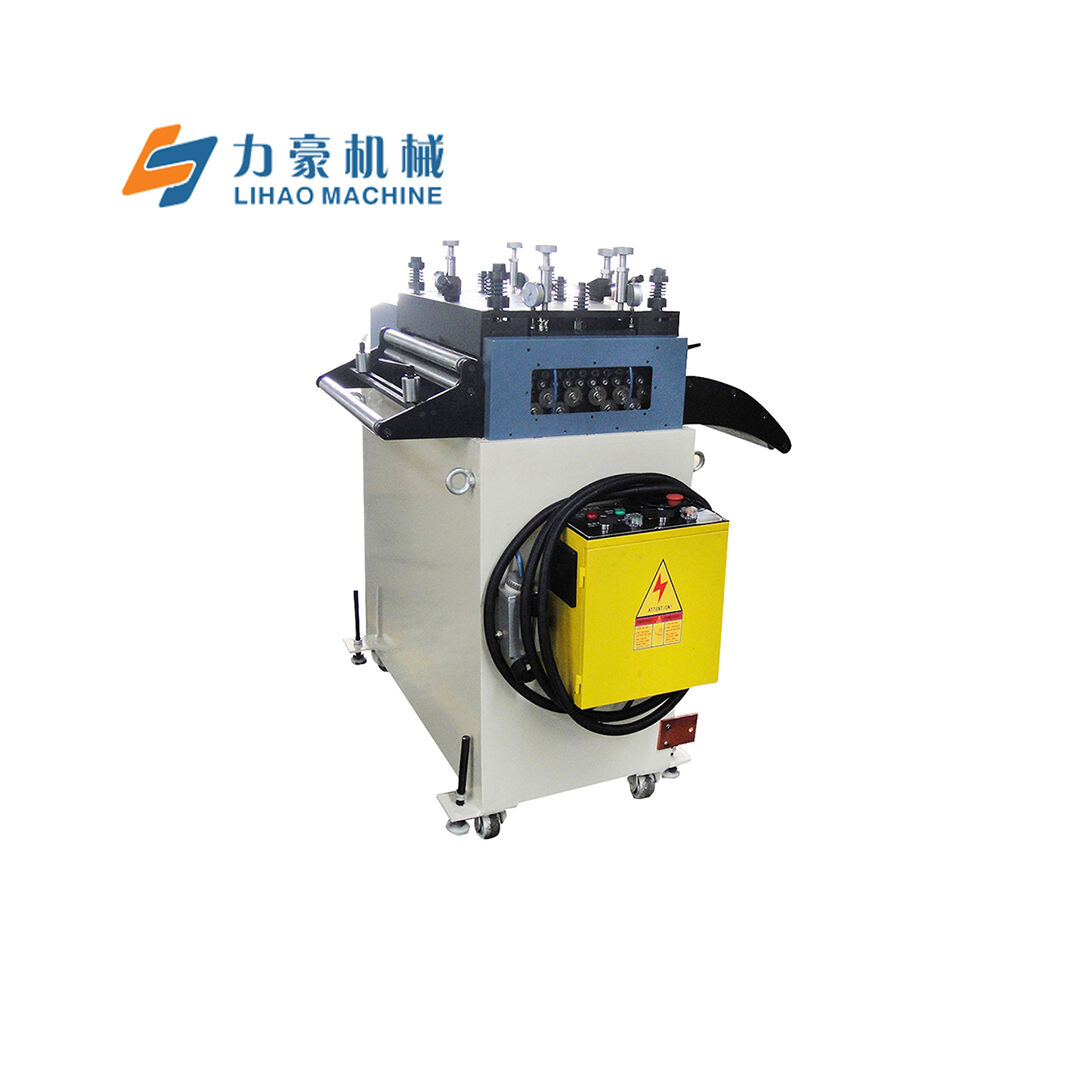
·Головка выравнивателя
1. Головка машины имеет параллельный дизайн валиков, всего 19 высокоточных корректирующих валиков: 9 сверху и 10 снизу.
2. Использование четырехточечной тонкой настройки делает ее более подходящей для обработки продукции с высокой точностью. Вход и выход используют четырехточечное независимое давление подачи колес, эффективно предотвращая отклонение и деформацию материала.
3. Опорные ролики изготовлены из негальванизированных роликов, сформированных как единый блок, с поверхностью, устойчивой к царапинам и истиранию. Для гибкой и долговечной вращательной работы используются механические подшипники.
4. Ручки из чугунного материала обработаны методом электрохимического покрытия, представляя собой наиболее традиционный тип ручек.
5. Защитные кожухи установлены с обеих сторон секции передачи для защиты и оснащены окнами для наблюдения, что обеспечивает легкость контроля.
·Выпрямительный ролик
1. Выпрямительные ролики изготовлены из твердой подшипниковой стали, после среднечастотной обработки покрытые утолщенным слоем гальванизации. Поверхностная твердость не менее HRC58, что гарантирует долговечность материала.
Используется кованый круглый стальной пруток из стали GCr15, который подвергается предварительной термической обработке (шароидизирующему отжигу), затем токарной обработке, фрезеровке, обработке средней частоты, грубой шлифовке для холодной стабилизации, точной шлифовке и, наконец, электрохимическому покрытию. Этот комплексный процесс обеспечивает максимальную точность, концентричность, гладкость и твердость, что увеличивает срок службы выпрямления валков.


·Передаточный механизм
Процесс обработки зубчатых передач включает следующие этапы: обработка заготовки зубчатой передачи - обработка зубьев - термическая обработка - шлифовка зубьев. Заготовка, как правило, подвергается ковке, затем отжигу для улучшения ее обрабатываемости при резании; в соответствии с чертежами проектирования зубчатой передачи выполняется грубая обработка, за которой следуют полуфинишная обработка, токарная обработка, протяжка и фрезерование зубьев для достижения базовой формы зубчатой передачи. Затем проводится термическая обработка для повышения механических свойств. В соответствии с требованиями чертежей выполняется окончательная точная обработка, уточняющая стандарты и профили зубчатых передач. Благодаря этим процессам наша зубчатая передача достигает 6-го класса, демонстрируя высокую износостойкость, высокую прочность и длительный срок службы.
·Силовая секция
1. Применение вертикального редуктора типа червячная передача модели 80, используя преобразователь скорости зубчатой передачи для снижения скорости вращения двигателя до необходимого уровня, тем самым обеспечивая механизм с увеличенным крутящим моментом.
2. Использование вертикального двигателя, известного своим минимальным уровнем вибрации и шума. Стационарная часть ротора оснащена медными катушками, которые имеют срок службы в десять раз больше, чем стандартные катушки. Подшипники установлены с обеих сторон, что приводит к снижению трения и температуры.


·Электрическая контрольная коробка
1. Мы используем серебряные сплавы реле с медными катушками, размещенными в огнестойких безопасных основаниях, что обеспечивает длительную долговечность.
2. Применение защищенных регулируемых цепей с задержкой включения реле с контактами из серебряного сплава и множеством диапазонных регуляторов для удовлетворения различных требований к задержке.
3. Переключатели оснащены скользящими контактами с функцией самоочистки. Контакты нормально разомкнутого и нормально замкнутого типа используют разделенную изоляционную структуру для двухполюсной работы, оборудованы противовращательным позиционированием и противорасходными крепежными подушками.
4. Мы используем самовозвращающиеся плоские кнопки с легким нажатием, умеренным ходом клавиш и модульной комбинационной структурой. Контактные точки используют кетоновые композитные контакты с высокой проводимостью, способные нести большие токи и обладающие ресурсом до 1 миллиона циклов.
·Манометр, масляный насос
1. Использование ручного жирного насоса для быстрой и легкой подачи масла. Импортные маслосальники предотвращают утечку масла, в то время как импортные пружины сопротивляются деформации и старению.
2. Использование стального манометра с точно изготовленным циферблатом, пылеустойчивым стеклом и медной внутренней вставкой. Прибор имеет медное ядро для стабильности и точных измерений.
Параметр:
| Модель | SPS-150 | SPS-200 | SPS-300 | SPS-400 |
| Ширина катушки (мм) | 150 | 200 | 300 | 400 |
| Толщина (мм) | 0.2-1.5 | 0.2-1.5 | 0.2-1.3 | 0.2-1.2 |
| Скорость (м/мин) | 16 | 16 | 16 | 16 |
| Мотор (л.с.) | 1HP×4P | 2HP×4P | 2HP×4P | 3HP×4P |
| Рабочий валик (мм) | Φ24 | Φ24 | Φ24 | Φ24 |
| Количество рабочих валиков (штук) | 9/10 (Верхний/Нижний) | 9/10 (Верхний/Нижний) | 9/10 (Верхний/Нижний) | 9/10 (Верхний/Нижний) |
| Точильный валик (мм) | Φ30 | Φ30 | Φ30 | Φ30 |
| Количество точильных валиков (штук) | 10/11 (Верх/Низ) | 10/11 (Верх/Низ) | 10/11 (Верх/Низ) | 10/11 (Верх/Низ) |
| Размер (м) | 1.1×0.8×1.4 | 1.1×1.3×1.4 | 1.1×1.4×1.4 | 1.1×1.5×1.4 |